点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
1 引言
制药厂车间对除尘有非常严格的要求。人流物流进入这些场合前首先需要接受除尘机械设备进行除尘处理。很大一部分除尘设备仍使用继电器硬接线电气控制系统,继电器硬接线控制虽然成本低,但继电器在动作时带有冲击,使得这种控制系统寿命一般较短,维护投入大。为了保证除尘操作的严格进行,避免人为因素对除尘要求的影响,要求电气控制系统具有更高的可靠性以及行时的平稳性,一般继电器硬接线控制系统难以达到这样的要求。为此,我们设计了一套以PLC为控制器的除尘自动控制系统,对原电路进行改进。
2 无尘车间控制系统
2.1 控制系统的原理
无污染、无尘车间进门时要求对人或物进行彻底除尘,在该过程中,人或物进入无污染、无尘车间前,首先需在无尘车间严格进行指定时间的除尘才能进入车间,否则门打不开,进入不了车间。该车间控制系统的原理示意图如图1所示。图中的第一道门处设有两个传感器,开门传感器和关门传感器;无尘车间内有两台风机,用来对人或物除尘;第二道门上装有开门传感器和电磁锁,该锁在电磁铁控制下自动锁上或打开。另外,进入室内时需要除尘,出来时不需除尘。
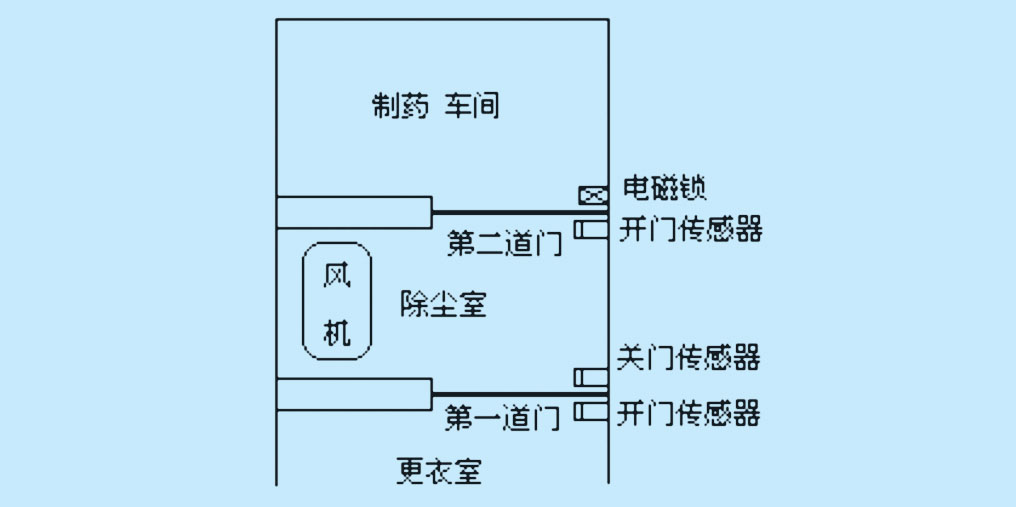
图1 无尘车间控制系统原理示意图
2.2 无尘车间工艺要求
(1) 无尘车间有两道门,两道门之间有两台风机,用来对人或物除尘。第二道门上有电磁锁,该锁在系统控制下自动锁上或打开。
(2) 当人进入车间时必须先打开第一道门进入无尘车间,除尘后方可进入室内。当第一道门打开时,开门传感器动作,第一道门关上时关门传感器动作,第二道门打开时相应的开门传感器动作。
(3) 第一道门关上后,风机开始吹风,电磁锁把第二道门锁上并延时20s后风机自动停止,电磁锁自动打开,这时方可打开第二道门进入室内。
(4) 若人从室内出来时,第二道门的开门传感器先动作,第一道门的开门传感器才动作。关门传感器与进入的动作相同,但由于此时不需除尘,所以风机、电磁铁均不动作。
3 PLC控制程序设计
3.1 PLC的选型及I/O分配
根据可编程序控制器实际连接的元器件,三个传感器作为输入,3个执行元件(2台风机和1个电磁锁)作为输出,由此选择经济实用的S7-200 CPU222型号PLC,其传感器电源DC24V可输出600mA电流;输出继电器触点容量为2A,电压为AC5-250V。CPU222有8路输入和6路输出,共计14路,完全能够满足该控制系统对PLC外端口路数的要求。
其中, 第一道门的打开传感器设为I0.0,第二道门的关门传感器设为I0.1,第二道门的打开传感器设为I0.2,两台风机分别设为Q0.0对和Q0.l,第二道门的电磁锁设为Q0.2,无尘车间控制系统的I/O分配表见附表。
附表 I/O分配表

3.2 梯形图程序
依据无尘车间的工艺要求编制出相应的控制程序,在程序中, 用到了SM0.1、SM0.5H和置位、复位等指令,设计一个时间继电器T37,以保证20s的延时进行彻底除尘,无尘车间控制系统梯形图程序设计如图2所示。
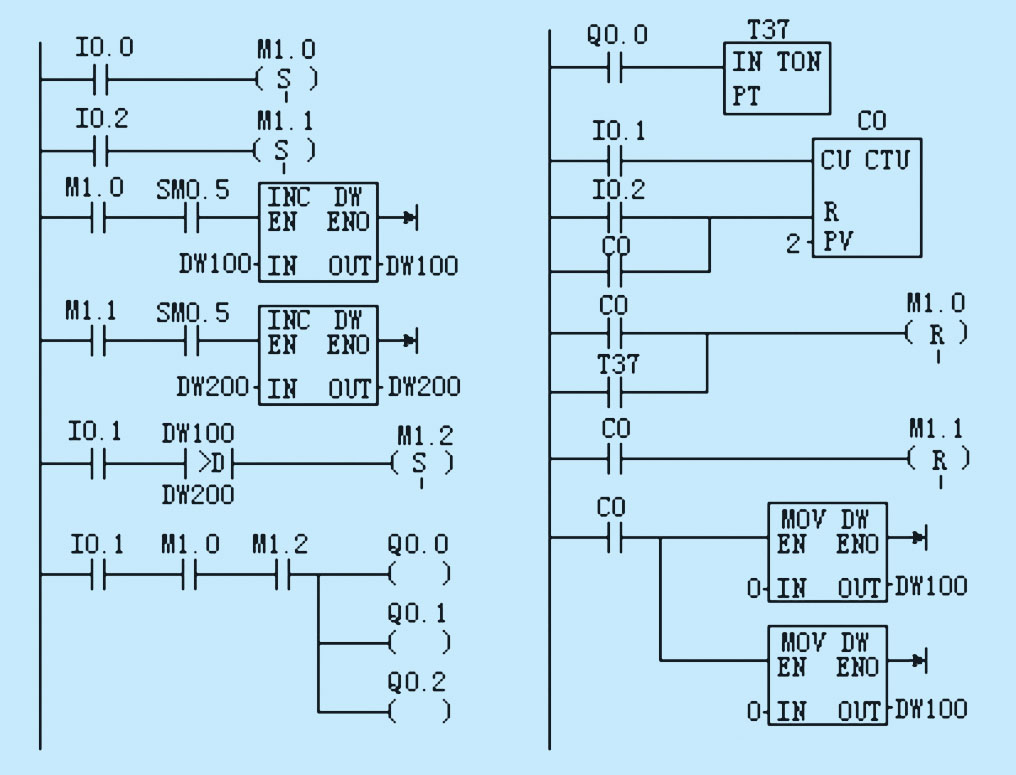
图2 无尘车间控制系统梯形图
在上述程序设计过程中,由于S7-200主机单元的CPU共有两个系列:CPU21X及CPU22X,考虑生产未来发展的需要,设计时选用了具有很高性能/价格比的CPU222型号PLC,该主机单元可进行系统扩展。扩展时系统中可加装数字和模拟量扩展单元、通讯单元、网络设备及人机界面等模板,充分利用PLC控制系统的优势,使所设计控制系统的功能更加强大,而系统的设计过程和操作却越来越简便。本系统选用了西门子S7-200系列可编程序控制器的STEP7-Micro/WIN32编程软件,可在个人计算机上进行可视化编程及程序调试。安装汉化补丁后即可得到一个汉化的编程环境。