台达机电产品在双伺服自动切台上的应用(组图) | |||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2007-3-15 23:24:29 来源:hc360慧聪网 作者: 点击: | |||||||||||||||||||||||||||||||||||||
|
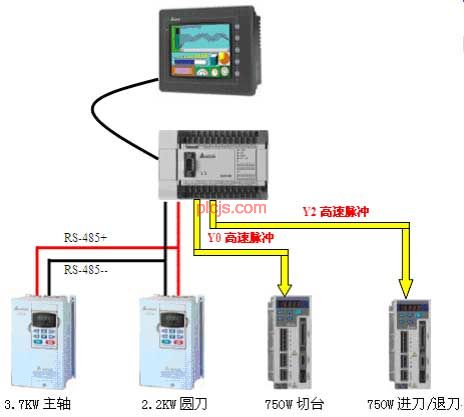
摘要:自动切台是用来定长分切卷材的专用设备,通常用于透明胶带、不干胶带、塑料膜、纸卷等生产工艺环节。本文描述基于台达自动化整合技术的自动切台电气控制系统应用研发。 关键字:伺服自动切台PLC变频器 1引言 自动切台的主要用途是用来定长切割透明胶带、不干胶带、塑料膜、纸卷等材料,将整卷宽幅的材料通过设定的宽度分切成小卷。例如常用的透明胶,就是通过该设备切割而成。切割的宽度可以在人机界面上进行设定。在人机界面上可以建立多种工作模式,每种模式包含:设定宽度、切割刀数两个参数。例如如果客户选择模式1,则运行后系统自动按照模式1设定的宽度进行切割,切割的刀数达到设定的刀数后,自动停机。如果选择模式10,则启动后,系统将模式10所设定的刀数切割完毕后,自动停机。双伺服与单伺服的区别就在于,单伺服控制切台的移动是通过伺服带动,进刀和退刀依靠油压系统控制。双伺服不仅切台的移动使用伺服而且进刀和退刀也使用伺服。进刀的长度能够在人机上进行设定,提高了切割的精度。 自动切台分为单管和双管两种。这两种设备上海机电都已经有了成功的案例,而且已经在客户处稳定使用,配套机械厂商也已经在正常的使用台达的产品。因为该行业的竞争日渐激烈,为了能进一步提高设备的档次并且满足更高的精度要求,我们为客户提供了双伺服自动切台的控制方案,通过两天的开发及调试,将设备开发成功。近一步巩固了客户使用台达产品的信心。同时台达伺服的性能也得到了客户的认可。 2电控系统设计 2.1系统组成 系统组成参见系统框图(图1)。
图1系统框图
2.2基于台达技术平台的电控系统硬件配置
3双伺服自动切台的控制系统设计 3.1工艺主体分析 双伺服自动切台由两台变频器驱动。一台驱动主轴马达;另外一台驱动圆刀(切刀)。两台伺服同轴与丝杆相连,一台控制切台的定位,即定长。另外一台控制进刀和退刀。变频器通过RS485通讯的方式控制,给定主轴和圆刀的转速。伺服用Pt模式定位。根据客户的要求为其提供了单段和连续两种控制方式和10种操作模式。如果有特殊需要,可以将操作模式扩展到几十种模式。每种操作模式包含:宽度设定、刀数设定两个参数。 3.2工艺控制设计 客户根据生产的要求,将需要生产的胶带的宽度和该宽度需要切割的刀数在参数表中预先设定好,这两个参数关联PLC中的掉电保持寄存器。如果操作人员选择单段控制方式,在人机上输入模式号后,系统自动把对应该模式的参数(宽度和刀数)调用出来。启动后,切台通过伺服开始定长横向移动,当到达设定的宽度后,切台横向移动停止,通过另外一台伺服控制切台纵向移动。当切台移动至前限位处,定时开始,保证将胶带完全切断,定时时间一到,自动退回至后限位开关处停止。如果该模式设定的刀数不为零,则重复以上动作,直到切割的次数等于该模式设定的刀数后,自动停止。如果该模式设定的刀数为零则系统不动作。而如果操作人员选择连续控制方式,在人机上输入模式号,则启动后系统自动按照模式1设定的宽度和刀数切割,当模式1切割完毕后,自动按照下一模式设定的宽度和刀数切割,如果该模式的设定刀数为零,则系统自动跳过该模式,执行下一模式,直到将设定的模式全部切完后自动停机。例如:在连续模式下:选择模式10,启动后系统按照模式1设定的参数切割,模式1切割完毕,如果模式2中设定的刀数不为零,则按照模式2设定的宽度和刀数自动切割;如果模式2中设定的刀数为零,则系统自动跳过模式2,按照模式3中设定的参数切割。以此类推,直到将模式10设定的宽度和刀数切割完毕后,系统自动停机。切台横向移动的速度可以在人机上进行设定,横向移动的速度分为两段速:移动的初速、正常运行速度。两段速度的切换通过定时完成。两段速切换的时间在人机上进行设定。系统在正常生产前要进行对刀,以保证圆刀能够将所需要切割的材料切断,同时要求快速地进刀/退刀,当圆刀即将与材料接触时,圆刀满速切割。切割完毕,快速退刀。在这一要求下,我为客户设计了非常人性化的操作。启动前,在人机上设定好进刀速度、切割速度,然后手动进刀。手动进刀开始时进刀速度较快,送开手动进刀,圆刀快速退回。此时,系统自动记忆手动进刀运行的时间,并且将该段时间在人机上显示。当系统处于正常运行状态时,每次切割,圆刀都以设定的进刀速度快速接近被切割的材料,运行对刀前自动记忆的时间,时间一到遍以设定的切割速度进行慢速切割。操作简洁便利,更加人性化。 |
|||||||||||||||||||||||||||||||||||||
| 上一篇: 变频器在注塑机节能改造中的应用下一篇: 自动化产品在包装行业中的应用现状 |