| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-3-25 0:27:04 来源:佳工机电网 作者: 点击: | |
|
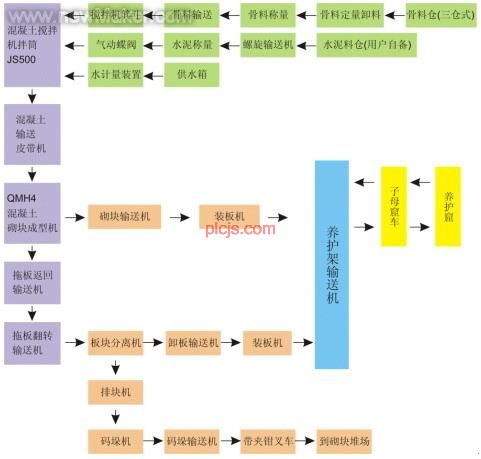
摘 要: 本文在介绍砌块机工艺原理的基础上,讨论台达机电产品的砌块机自动化集成应用,包括触摸屏HMI、可编程控制器PLC、变频器产品和简要展望砌块机行业的自动化发展方向。 关键词: 建筑材料 砌块机 制砖机 HMI PLC 变频器 1引言 由于建筑行业的迅猛发展,对于各种型号的砖构件需求量日益加大。用于建筑业的砖构件原材料粘土日益减少,而且土地回生能力很弱,原先制砖对土地支持消耗巨大;并且实心红砖产品型号单一,难以满足各种场合的应用要求。国家已出台文件将在近几年关闭所有实心粘土烧制砖的砖窑,以砌块成型砖取而代之。再加上砌块成型砖在质量上较之于传统的烧制砖有明显的优势,成型速度也很快,而且是自然干燥,因此将成为未来制砖行业的主流。本文结合台达机电自动化产品的集成应用项目介绍砌块成型机自动化原理。 2 砌块机的机械结构及工作原理 2.1工艺流程(图1)
砌块机主要包括4部分:液压系统、;主机(主要包含机体、布料小车、模头、模箱、模具、振动箱、配料箱等);出砖输送带;电控柜,如图2所示。
(2)主机。主机整个机架由焊工焊接而成(图3)。其中模具采用线切割加工工艺制造,保证砌块砖光滑无毛刺,尺寸精准;对于振动电机,原客户使用普通电机,由于频繁起停,经常造成电机烧毁,虽然经过多次改造,亦不能解决根本问题,于是采用了油泵振动电机,此举解决了电机烧毁的问题,但又出现漏油的弊端。而利用变频器的限流来保护电机,效果明显,但因成本问题存在推广难度。
电气控制采用台达DVP60ES00T (R)可编程控制器和DOP57G(C)STD人机界面触摸屏控制,有很高的稳定性及友好的界面,容易操作。每个动作的速度和压力都可以在人机界面上设定,工序流程显示也可以显示各电机的工作状态以及各限位开关的状态,误操作提示,出错保护。本机分两种工作方式:手动、自动。在自动状态时可以设定生产模数。
·压头须在上方,模框降至下位,送料车才能前进。 · 送料车须在后位,压头才能下降。 ·送料车须在后位,模框才能升。 ·模框上升到位,送板车才能起动。 注:手动按钮全部为单键起停按钮,按一下起动,再按一次停止或到限位开关自停。在人机界面手动画面里有一标有“点动测试”的触摸键,打开时为绿底,这时互锁制约取消,此时各按钮为点动模式,方便调试机台。当各限位接近开关都好时,一定要关闭该键以恢复互锁制约,这对保护机台安全至关重要,关闭时该键为红底色。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 注塑机液压油的选择和使用 下一篇: 台达HMI&PLC在自动泡塑成型机中的应用 |