点击【 大 中 小 】,可以选择字体的大小,以便你阅读.

1、设备的加工要求:
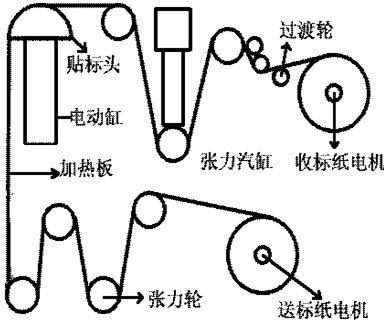
要求在一个塑料桶的双面上贴上厂家的标签和里面所装的物品的参数。首先人工把一个生产好的塑料桶放到传送带上,传送带是由一个普通的电机驱动,传送带上有一个两侧可以调整的导轨槽,塑料桶就放在导轨槽上运行。在传送带的两侧各有一个靠液化气进行加热的装置,在塑料桶过来以后对其A、B两侧进行加热,传送带把桶往前运送,当一个光电传感器检测上以后,传送给控制器,由控制器发送一个命令给传送带上部的扶稳冲气装置,这个装置带着一个气管落到塑料桶的桶口上,并且往桶里面冲气,使桶形成一个外凸的圆弧形状。在这个过程中,传送带一直运行,上面的扶稳冲气装置通过一个同步带由一个电机驱动,这个电机的运动由控制器控制,这里要求这个电机从加速度到恒速到减速度停止时,这个时候的的运行速度必须和传送带的运行速度严格要求一致,否则这个桶就会偏到或者在机械装置上刮蹭了。在这个动作的同时,需要开始贴标,这是有三个电机和机械装置一起组合完成,其中的一个电机负责送标,另外一个电机否则收标,还有一个电机驱动贴标头负责把标贴到塑料桶上,标在贴之前,必须进行加热才能往塑料桶上贴住,这个贴标的速度也必须严格要求和传送带的速度一致,否则会造成贴的标变形。
这一面贴完了以后,另外一面开始贴,其过程和这一面是一样。
贴完毕以后,再通过一个吹气装置把桶的外面的杂物吹掉。然后一个加热装置把标的表面加热,使其更光滑明亮,由传送带送出去,由人工筛选把贴好的桶装起来。
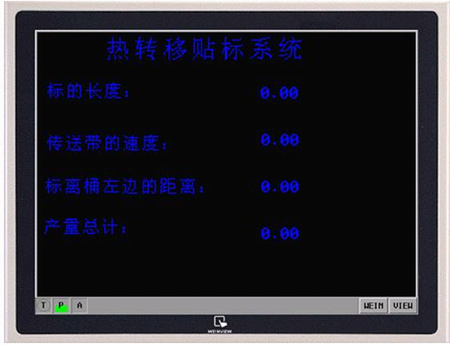
在换不同的桶时,可以通过触摸屏调整标的大小和标贴在桶边的距离等等参数。
2、技术分析:
这个设备主要有三点的配合是关键:第一,扶稳和冲气装置的驱动的运行速度和贴标时的速度必须与传送带的速度一致,考虑用一个编码器采集传送带的速度送给控制器,由控制器的同步功能来实现其要求。第二,贴标时和桶的切入点必须调整合适,通过计算所贴的标纸经过送标纸电机驱动标纸到贴标的位置和桶运行到贴标的位置运行的时间一致。第三,必须要把温度、气压、机械、电气部分的驱动结合在一起调整。温度是采用温度控制仪进行控制。这个必须根据不同的塑料桶的材料和不同的现场情况调整。
3、设备的电气部分配置:
1)、运动控制器
需要采用一个八轴半或者是两个四轴半的数字运动控制器,所谓半个轴就是一个编码器的输入通道,四个轴分别控制四个电机,做扶稳冲气装置、贴标装置的三个的运动控制,两侧就需要八个轴,可以把两侧分开处理,所以也可以采用两个四轴半的数字运动控制器。同时总共还需要有16个输入点和3~6个输出点,最后从各个方面考虑,选用两个英国TRIO的数字运动控制器MC206来分别控制两侧的贴标;该控制器的通讯口具有ModBus协议,可以直接接触摸屏。另外,该控制器既可以控制步进电机,也可以控制伺服电机,或者是两者的任意结合。而且,该控制器除了控制轴所用的编码器接收通道以外还专门带一个编码器的输入口。
2)、触摸屏
采用WinView的触摸屏MT508TV45WV,随时可以在触摸屏上根据不同的塑料桶来修改相应贴标的相关参数,其操作界面如下:
3)电机
对于供标和收标以及扶稳冲气装置的驱动部分采用德国BERGER LAHR的步进电机和驱动器VRDM368/LHA / D921四套和VRDM397/LHA /WD3-007 两套,驱动贴标头采用Panasonic最新的A4的交流伺服电机和驱动器MSMD012P1U/MADDT1205003两套加上两套Parker BT80的电动缸一起驱动