点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
1 引言
西门子S7系列PLC以其可靠性高、软件功能丰富、编程简便,尤其是其组网能力强大等优点而越来越广泛地应用于工业自动化控制系统中,从S7-200、S7-300至S7-400,西门子PLC提供了PPI、MPI、Profibus、Industrial Ethernet及AS-i等系列网络解决方案,从而满足了管理层、客户层、现场层到传感器/执行器等各种层面的通讯需求。本文以我厂炭素成型连续混捏机改造为例,阐述了PLC如何实现混捏机调速控制、混捏过程的实时监控、显示、操作等功能。保障了生产过程的连续性,降低了劳动强度,改善了劳动条件,实现少人或无人巡视的目标,达到了对大型、关键设备的安全、可靠运行的目的。
2 被控对象
中铝青海分公司炭素连续混捏机是八十年代中期从德国BUSS公司引进的铝电解预焙阳极专用大型设备。其混捏方式采用动、静搅刀相对运动和搅拌轴前后移动实现糊料混捏目的。其混捏机总控制系统如图1所示。
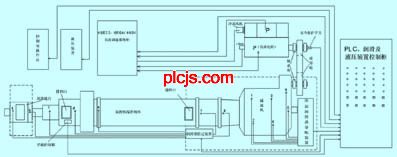
图1 混捏机控制及辅助装置的系统控制图
3 PLC控制系统设计
一个设计良好、性能优越的控制系统,必须有高质量、高性能的硬件配置才能保障最佳控制目的实现。由于混捏机控制系统的实际控制量较少,采集的参数种类较多的特点,采用S7-200 PLC能完全满足其控制要求。另外S7-200 PLC是以Profibus-DP为通讯模式,其高速(数据传输率高达12Mbps)且优化的通讯方式,适合现场级控制系统与分布式I/O及其它设备之间的主从通信。其PLC的主要配置分别为:处理器选用CPU315-2DP;数字输入模块6ES7 321-1FH00-0AA0 6块;模拟输入模块6ES7 331-7NF00-0AB0 2块;数字输出模块6ES7 322-1FH00-0AA0 4块;模拟输出模块6ES7 332-5HD01-0AB0 1块;模块前连接器6ES7 392-1BJ00-0AA0 13块;IM365本地扩展模块(6ES7 365-0BJ01-0AA0)1块;电源模块PS307 5 1块;DP总线连接器(6ES7 972-0BB50-0XA0)2块;监控装置为触摸屏TP270(10寸带Profibus接口)。其原理如图2所示。
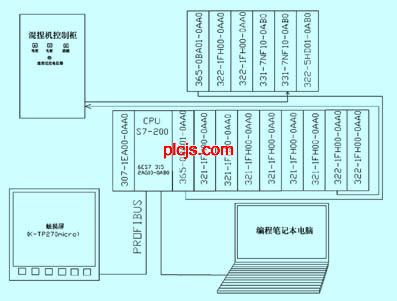
图2 PLC控制混捏机及其辅助系统原理图
由于数字输入模块具有各组之间、组与数据总线间均设为相互隔离,其输入信号可直接接至模块上,也可用继电器隔离后接入模块,其输入模块内部原理如图3所示。
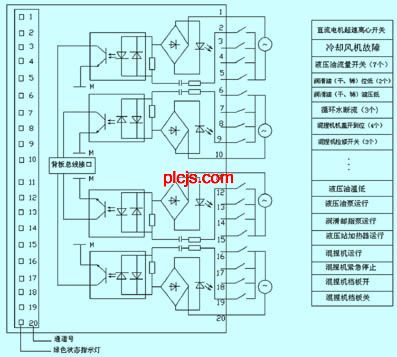
图3 PLC数字信号输入模板接线图
另外,由于模拟输入模块各通道之间、通道与数据总线间随具有隔离功能,但因混捏机调速系统、辅助控制系统以及现场各信号采样传感器电源回路、电压高低不同,为使PLC系统工作安全、可靠,一般要求其各输入信号必须隔离。此外对于远程采样信号,为提高测量准确性,其输入信号均采用电流信号输送。对于无源输入信号,而且传输距离短的传感器信号,可直接输入。其模拟输入模块的内部原理如图4所示。
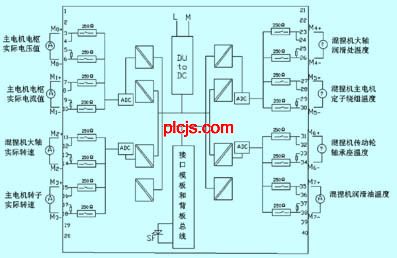
图4 PLC模拟量输入模板接线图
在模拟模块输入接线中,要考虑实际采用的传感器的引线根数,对于多数4芯传感器接线,则采用图5接线方式;对于2芯传感器接线,则采用图6接线方式。
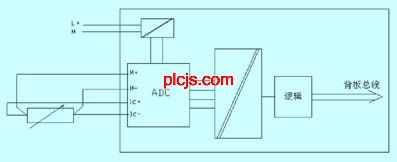
图5 热敏电阻与模拟输入模块的四线连接
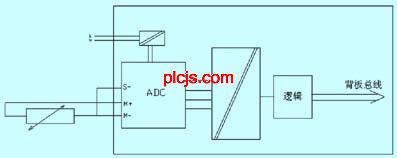
图6 热敏电阻与模拟输入模块的两线连接
3.1 混捏机控制及保护系统的设计
在混捏机调速控制系统中,除调速系统硬件设有过压、过流、限速、短路、可控硅击穿等保护措施外,还设置了多个PLC软件保护功能。如速度给定最大速率限制(设置以5r/s变化;防止升、降速过快问题),最高、最低速度限制设置,紧急停车机及失误操作等其它不正常操作。通过严密的逻辑关系和软件监测,实现了混捏机操作互锁、运行监控及故障报警功能;特别是对混捏机瞬间过电流的监控,解决了混捏料中因金属硬质物混入导致的搅刀被打断的问题,避免了混捏机的重大故障的发生或故障扩大的问题。