| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-10-11 23:58:41 来源: 作者: 点击: | |
|
现代的光缆工业具有技术复杂、规模大、高速、高效的特点,因而对生产自动化提出了越来越高的要求。 随着半导体集成电路大规模化的发展,光缆设备的发展从早期的由分立元件构成的简单逻辑线路系统,到带有低功能CPU 的智能化仪表,再到由单元计算机构成的独立计算控制系统。目前,国外的光缆设备生产厂商大都采用了工业计算机(IPC)、可编程序控制器(PLC)及智能仪表等自动化控制技术。 下面是德维森公司ATCS-PPC31 控制器在光纤生产中的具体应用。 1、设备组成 束管挤出生产线主要用于挤制2~l2 芯松套充油光纤,采用工业控制计算机及可编程序控制器控制,挤出直径均匀光滑、速度高。 1.1 设备的主要组成 12 芯光纤放线架(三组) 光纤或光纤束SZ 扭绞头 光纤填充膏填充装置 SJ-45×25G 挤出机主机及烘干装置 4M 恒温水槽 φ800 轮牵引及恒温水箱 8M 冷却水槽及制冷水箱 吹干装置 线径检测仪(英国BETA 公司产品) 压带牵引装置 储线张力装置 φ1000 收排线装置 电控柜及计算机系统 1.2 电气主控原理简介 计算机生产控制系统,在WINDOWS98 环境下运行,采用BORLAND C++编程,系统集测控、显示、管理于一体,通过PLC 在生产过程进行采集、控制,从而实现生产线的启动、升速、降速与自动运行。系统控制精度高,挤出稳定、可靠;挤出直径均匀、光滑、速度高,余长控制精度高,并且采用图形用户界面(GUI),方便用户使用。 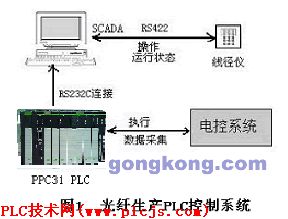 图l 所示的是束管挤出生产线计算机控制系统,计算机控制系统的上位机PC 是一体化工业计算机,下位机是德维森公司生产的PPC31 可编程序控制器,上、下位机之间通过RS485 进行串行通讯。上位机用于参数设置和显示,较为复杂的运算也是由PC 来完成,但不直接参与控制,直接参与控制和检测的是PLC。 PLC 实现开关量、模拟量的输入和输出;PLC 在进行生产线过程控制的同时,将采集到的生产线运行状态等信息经RS485 串行口送到上位机,由上位机来实现生产线的实时参数和状态信息显示;同时,部分智能仪表如线径检测仪、温控仪还可以通过串行通讯(RS232C/RS485),将本身的运行状态传递给上位机,通过上位机设定仪表参数,从而实现仪表的智能控制。 数字量输入统计: 输入位00001 油膏压力填充上限 输入位00002 油膏压力填充下限 输入位00003 胶桶下限报警 输入位00004 一级泵上限 输入位00005 一级泵下限 输入位00006 储胶罐上限 输入位00007 储胶罐下限 输入位00008 循环水泵启动信号 输入位00009 备用 输入位00010 紧急停车 输入位00011 减速停机 输入位00012 产品长度脉冲信号 输入位00013 绞合角度脉冲信号 输入位00014 交流伺服控制器报警 输入位00015 挤出机控制器报警 输入位00016 挤出机超温报警 采用ATCS 模块IDD40 采集这些数字量输入信号。 数字量输出统计: 输出位00001 备用 输出位00002 回水泵 输出位00003 热水阀 输出位00004 冷水阀 输出位00005 吹干装置 输出位00006 填充装置充气阀 输出位00007 填充装置下压阀 输出位00008 填充换向阀 输出位00009 上料装置 输出位00010 烘干装置 输出位00011 生产异常灯 输出位00012 生产预备灯 输出位00013 生产运行灯 输出位00014 冷水箱制冷机 输出位00015-00026 12 路光纤放线 输出位00027 挤出机 输出位00028 绞合 输出位00029 填充二级泵 输出位00030 牵引 采用一块ATCS 数字量输出模块ODD50(32 点数字量输出)输出这些信号. 模拟量输出信号: 1 通道:挤出机速度给定 2 通道:单轮牵引电机速度给定 3 通道:履带牵引速度给定 4 通道:填充速度给定 本新闻共2页,当前在第1页1 2 | |
| 上一篇: 嵌入式生物发酵控制系统 下一篇: 三菱Q系列过程控制器(Q12PHCPU)在水泥生产线上的应用 |