一、前 言
红外线烘干炉在烘干方面与其它干燥方式相比,越来越显示出其优越性,如:占地面积小,干燥周期短,节约能源和减少环境污染等。为了提高烘干炉加热强度控制的准确度和快速性,以及操作的方便性和易维护性,在控制系统中引入了PLC控制及触摸屏人-机接口,下面着重讨论该控制系统的组成、功能及特点。 在带材深加工过程中,需要加热烘干工艺的生产线很多,如:涂漆、复合、染色、涂塑等。为了适应该类生产线生产连续、速度快、涂层薄等特点,大都采用了以辐射方式为主的红外炉进行烘干。这种换热方式最早可以追溯到30年代初,主要用于汽车油漆的烘烤和实验室、医院等,到了70年代,由于新的辐射材料的问世及高温定向辐射技术的发展,使得红外加热干燥在薄物料特别是在带材表面涂层(厚度一般在1~4
二、系统的组成
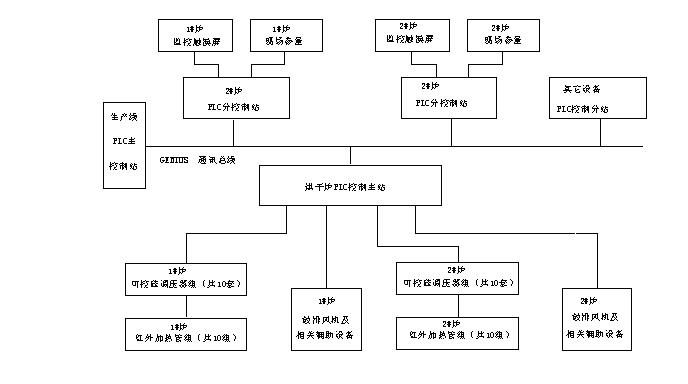
该炉所处的生产线为双涂双烘涂层生产线(即安装有两台红外烘干炉),由于两台烘干炉与主控柜之间距离较远,控制地点分散,若采用集中控制,则现场布线复杂,维护不便。综合考虑生产线的布局特点,我们采用了带有触摸屏(人-机接口)监控的PLC分布式控制方案,使现场布线、调试和维护十分便利,系统结构图如下:
图2-1 烘干炉控制系统结构图
系统中的生产线PLC(GE90-70系列)主控制站主要为烘干炉控制系统提供生产线带材速度、厚度、宽度和工作状态等工艺参数,以便烘干炉PLC控制主站根据这些参数进行相应的控制;1#、2#炉监控触摸屏主要用来进行烘干炉工作状态的控制及相应工艺参数的设置,以及各类参数和信息的在显示;烘干炉PLC分站主要来完成与触摸屏的数据交换以及现场实际参量的数据采集,处理后通过GENIUS网络再与烘干炉PLC控制主站及生产线PLC主控制站交换信息(此外,为了节约投资,该PLC分站在生产线中还担负着涂层机相关设备的控制和现场数据采集);烘干炉PLC控制主站主要完成由1#、2#烘干炉PLC分站上传来的指令,同时根据现场采集的相关数据分别完成对1#、2#烘干炉相关设备的控制,从而保证了烘干炉控制系统与整条生产线工作的协调性及加热控制的准确和快速性。
三、PLC系统的控制功能
1) 烘干炉PLC分站
烘干炉PLC分站位于现场1#及2#炉操作台内,采用了美国通用(GE)电气公司的90-30系列PLC,主要完成下述控制功能:
操作接口管理,通过RS232接口实现与触摸屏的数据交换;
从现场检测装置或传感器采集数据并进行处理;
故障诊断和报警信息的处理;
烘干炉急停控制,操作者数据修改级别限制及密码的管理。
与生产线PLC主控制站及烘干炉PLC控制主站通过GENIUS网络进行相关信息交换。
此外,该PLC还完成了对涂层机电气设备的控制与相关参量的数据采集,因与烘干炉控制无关,在此不再多述。
2) 烘干炉PLC控制主站
烘干炉PLC控制主站位于主控室内,对两台烘干炉进行分别控制,互不干扰,主要完成下述控制:
使烘干炉的加热强度与生产线的速度曲线相适应;
烘干炉各区温升曲线的设置与修正;
对整个烘干炉电控设备的联锁/时序逻辑控制;
对主控室内的烘干炉控制设备的各种测量装置或工作状态的数据采集和处理;
与生产线PLC主控制站及烘干炉PLC分控制站通过GENIUS网络进行相关信息交换。
3) 触摸屏人-机接口系统
触摸屏(采用日本DIGTAL公司的GP570)是专为PLC的应用而设计的小型工作站,适应恶劣的工业环境,集主机、输入输出设备于一体,体积较小,可作为操作者与控制系统之间联络的高效人—机接口,在本系统中安装在现场操作台面板上,主要用来完成下列任务:
赋予菜单管理功能,实现分页和多屏显示;
通过RS232接口完成与烘干炉PLC分控制站的数据交换;
通过功能键,可控制烘干炉所有电气设备的工作状态(如:工作方式的选择、设备起动、停止等);
在数据区上设置和修改烘干炉各区加热模式,方便烘干炉多种工作模式的选择;
显示各区可控硅调压器主要技术参数(电压、电流等)及烘干炉工作状态和在线温度等重要参数;
显示报警和诊断信息及相应的解释。
四、系统通讯及数据交换
该分散式控制系统的通讯和数据交换主要是通过一个局域网(GENIUS总线)来实现的。
该局域网的通讯设备主要由主控制PLC(GE90-70)的GBC GENIUS总线控制器和分控制站PLC(GE90-30)的GCM+增强型GENIUS通讯模块组成。
GENIUS总线是为工业环境中可靠通讯而设计的,其采用单屏蔽双绞线,可避免电子噪音的干扰,数据可通过总线153.6K的速度传送,传送距离长达2000米。
GENIUS总线最多可连接32台通讯设备,其中主控制站PLC中GBC的设备号必须设置为31#,其它分控制站PLC中的GCM+可根据位置进行自由设置,GENIUS通讯协议是一种点对点的“令牌总线”系统,有一种电子“令牌”(TOKEN)从0#设备到处1#设备(通过未采用的地址设备时消耗时间很少)循环传送,如下图。
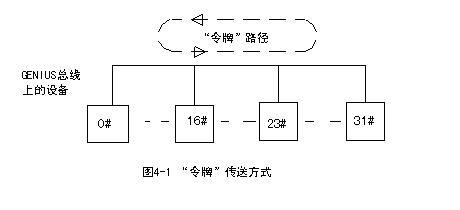
图片-2
当某台设备得到“令牌”时,它可向总线传送多达128字节的全局数据,这些全局数据的信息对应于PLC存储器中的%I(开关量输入)、%Q(开关量输出)、%AI(模拟量输入)、%AQ(模拟量输出)、或%Q(参量寄存器)等相关信息。但每台设备可在任何时候接受总线上所有其它设备传送来的全局数据(并不局限于是否得到“令牌”)。这样,通过GENIUS总线,烘干炉主控制站(PLC)既可采集到位于现场烘干炉控制分站上的输入信息,又可将这些信息经过处理后再发送给烘干炉控制分站进行输出控制或在触摸屏上进行状态或数据显示。
因为GENIUS总线上的通讯设备是采用双绞线串行连接的,从而简化了主控制站与分控制站之间的电气连接,提高了系统的稳定性和可靠性,减少了电气设备安装的工作量和运行过程中的维护量。
该控制系统的触摸屏(GP570)与系统的通讯,采用了RS232通讯电缆直接与烘干炉分控制站的PLC CPU模块上的RS232接口相连。通过该连接,触摸屏可与烘干炉分控制站PLC相互交换数据,而该分控制站PLC通过上面所述的GENIUS局域网可与烘干炉主控制站及生产线主控制站相互交换数据,从而实现了由触摸屏对烘干炉相关设备的控制和各种工艺参数的在线显示以及故障信息的报警和故障诊断。
五、结束语
在烘干炉控制中引入PLC网络及触摸屏人-机接口控制系统,优点主要表现在:
结构配置符合标准化、简单化和模块化原则,从而提高了整套系统的可靠性和易维护性;
各控制站之间数据传送采用实时通讯链路,提高了数据的传送速度,从而保证了控制系统的控制精度;
强有力的高效人-机接口系统(GP570触摸屏),在操作者和烘干炉之间建立了有效的联系手段,以对现场设备进行监控,自诊断和初始化设置等;
允许将来通过安装部分硬件和相关软件而使整个控制系统的功能得到扩展;
由于各控制站之间采用了专用网络,仅使用一根单屏蔽双绞线便可将各分控制站与主控制站联系起来,最大限度地简化了现场布线,也使整个电气安装、调试和维护更为便利。
参考资料:1)GE90 PLC编程手册 2)涂层线电气操作手册 内部资料
|