| |
|---|---|
| (点击题目 可以在互 联 网中搜索该题 目的相关内容) 日期:2006-5-25 22:44:41 来源: 作者: 点击: | |
|
伺服系统的工作过程 卷烟机输出的烟支直线运动速度非常高,在由直线运动转变为轴向运动之前的烟支制动显得尤其重要,这一过程避免了因撞击而可能产生的烟丝损失或烟支变形。烟支的制动通过制动负压电机驱动制动负压风机,从而产生制动负压。调节制动负压的阀蝶安装于捕烟轮低压气路中通到大气的通风口处,并由捕烟轮伺服电动机控制。鼓轮槽中的制动负压使烟支减速并使之停在每个烟槽中的预定位置上。为了克服不同盘纸摩擦力的影响,制动负压需要连续自动调节。捕烟轮伺服电动机由四个固态继电器来控制正反转从而控制蝶阀,整个捕烟轮伺服系统的电气控制原理如图1所示。 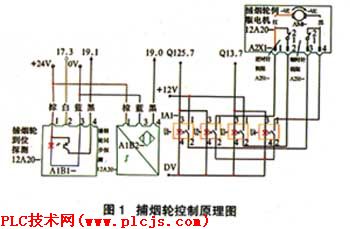 检测的工作原理 卷烟机上的两个加速凸轮将一根接一根的烟支分别推到鼓轮一个接一个的鼓轮槽中,烟支由右侧进入捕烟轮槽中后,一个光纤检测器位于鼓轮要求烟支头端停止位置的上方,即捕烟轮到位检测器。当制动负压大小合适时,平均约一半的烟支将到达检测位置,而另一半尚未到达。所有烟支将停在所需位置两侧的狭窄范围之内。捕烟轮同步探测器的输出由机器的另一个接近开关即捕烟轮同步探测器控制,以保证捕烟轮到位探测器在一定时间内探测到烟支数,与设定值比较,超出范围,由PLC输出电压,驱动伺服电动机旋转,带动蝶阀打开或关闭,从而改变制动负压大小。控制系统连续调节制动负压,保证烟支停在鼓轮上探测点附近的小范围内。 由凸轮触动的限位开关可防止蝶阀完全打开或关闭。限位开关限制阀的运动范围,使制动负压维持在上、下限范围内。低限开关是可调整的,且机器停机以后,蝶阀完全打开,用来在机器起动时提供低速负压。当机器停机时,捕烟轮伺服电动机停止调节。 根据此原理采用西门子S7—300可编程序控制器进行编程,控制整个捕烟轮伺服系统的运动过程。程序如下: 在OB40调用FC1 L PIW 8 L MW 8 XOW T MW 10 L PIW 8 T MW 8 CALL FC 1 FC1在一定范围计算烟支到位率程序如下: AN M 17.3 JC M005 AN 19.0 ON M 11.0 JC M001 A M 100.0 CU C 7 AN M 100.0 CU C 7 M001:NOP 0 AN 19.0 AN 19.1 ON M 11.1 JC M002 A M 100.0 CU C 8 M002:NOP 0 L C 7 L 100 ≥I S M 13.0 AN M 13.0 JC M003 L C 8 L 45 ≤I S M12.1 A M12.1 R C 8 M003:NOP 0 AN M 13.0 JC M004 L C 8 L 55 ≥I S M12.0 A M12.0 R C 8 M004:NOP 0 A M 13.0 R C 7 R C 8 R M 13.0 AN M12.0 AN M12.1 S M 13.1 A M12.0 O M12.1 R M 13.1 M005:NOP 0 AN M 17.3 L S5T#4S SE T 42 A T 42 = Q13.7 在OB1调用FC2 CALLFC2 FC2控制蝶阀程序如图2所示。 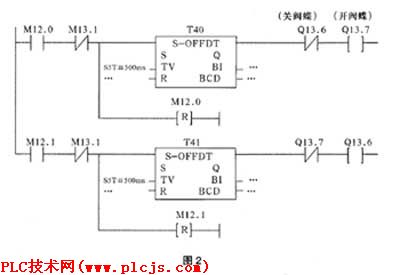 用户程序分析 根据系统的动作过程,首先在硬件中断组织块OB40中对外设的脉冲输入信号进行字异或操作,不断地刷新输入的脉冲信号,然后调用FC1块。 FC1块为烟支的到位检测功能块,首先根据机器的速度来判断,若机器静止,则跳转到M005,扩展脉冲定时器T42启动,运行4s,在定时器运行期间,Q13.7保持输出为1,蝶阀打开4s时间。否则,程序顺序执行,当无烟支同步脉冲信号时,程序跳转到M001;否则,烟支同步计数器增加一次。程序依次扫描到同时无烟支同步脉冲信号和到位脉冲信号时,程序跳转到M002;否则,计数器C8增加记数一次。当同步计数器大于等于100时置位M13.0,M13.0为0时程序跳转到M003;M13.0为1时计数器C8与45相比较,当C8的值小于等于45时,置位M12.1,只要M12.1为1,立即复位C8。程序顺序执行,当M13.0为0时,程序跳转到M004;否则M13.0为1时计数器C8又与55相比较,当C8的值大于等于55时,置位M12.0,只要M12.0为1,立即复位C8。程序线性扫描到M13.0为1时,立即复位C7、C8、M13.0。当M12.0、M12.1同时为0时,置位M13.1;当M12.0或M12.1为1时,复位M13.1。整个过程的顺序控制过程如此,然后在FC2块中根据条件来打开和关闭蝶阀,以达到控制负压的目的。 本新闻共2页,当前在第1页1 2
|
|
|
上一篇: DCS在制氧行业的应用 下一篇: 流程工业综合自动化技术发展的思考 |