TOP-M845B工业电脑在印刷板机床控制系统的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2008-1-3 18:07:38 来源:中国工控网 作者: 点击: | |
|
以下是诺达佳工控产品在数字化印刷机中应用: 应用方案一: 多色凹版薄膜印刷机自动控制系统  多色凹版薄膜印刷机自动控制系统的原理与功能: 该产品适用于薄膜材料的多色连续印刷,例如:玻璃纸、PET、铝箔等。控制能够实现高速传动下各个电机的高精度同步,并完全实现报警、切纸、换料的监控和自动化。具有结构合理、操作简便、印刷速度快、套印精度高等特点,严谨的设计和安装,保证了设备极高的可靠性及稳定性。 特点: 1.采用诺达佳工控工业计算机(TOP-M845B)采集控制整台机器的运作,能够实现复杂灵活的控制能力,大大提高整机的运行速度,同时保持精密的同步,运行参数可以自由调整,运行中的测试数据可以保存进行分析和统计。 实现自动报警、高速传动下切料和不停机情况下换料,大大提高产品的质量和产量。 l 采用工业液晶触摸屏(诺达佳PPC-1040)控制,整机美观大方,控制方便。 应用方案二: 双色印刷机控制系统 印刷机是一个精度较高的机械,印刷品的好坏一方面取决于机械加工以及安装精度,另一方面取决于水路,墨路的平衡以及合压的准确性。为使印刷出来的产品性能稳定,采用了以TOP-M845B加PLC为主控器的控制方案。 2 系统结构 由于双色印刷机的输入,输出点较多,因此采用了双机通讯。上位机采用诺达佳工控的产品 TOP-M845B,主要负责主传动的控制,各机组离合压的控制,以及气泵,气阀的控制等。下位机采用PLC,主要负责水辊电机的控制,主传动的调速输出,调版电机数据采集等。同时选用了一台TOP-PPC1040,主要负责水辊电机速度显示,调版显示,以及整机故障显示等。 系统结构如图1所示: 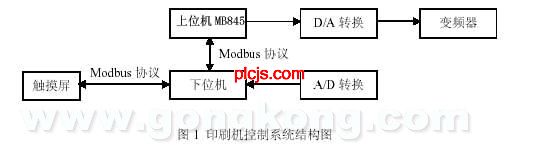 其中,上位机与下位机采用了RS485通讯,通讯协议采用Modbus协议。在设计中,每个机组既要考虑到安全控制,包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。这样就造成一方面输入点增加很多;另一方面,走线也很不方便。因此,采用双机通讯,可以很好地解决此问题。双色机的每一色组,都有水路和墨路装置。为了便于水辊速度的调节,每根水辊都用一个变频器控制,同时,主电机速度也需要变频器调节。因此,为了实现多路速度调节,采用了模拟量输出模块,它将PLC方给出的数字量,根据相应的算法,转换成0~10V直流电压输出,很好地实现了多路速度调节要求。对多色机来说,调版是一个比较繁琐的过程,各组版对正的精度会对印品产生很大的影响。如果套印不准,印刷品就会出现字面重叠或影像不清。一般来说,印版轴向调节范围为-2mm~+2mm,周向调节范围为-1mm~+1mm。如果使用手动调版,会浪费很多时间,而且精度不高。为了实现自动打版,在版辊上安装了电位器,通过电位器将模拟量传送给V80-E8AD2,经过PLC处理,可将版辊的转动精度很好地控制在打版范围内。通过触摸屏,用户可以自由地组合文字,按钮,图形,数字等来处理或监控管理随时可能变化的信息,能明确指示并告知操作员机器设备目前的状况,使操作变得简单生动。使用触摸屏,还可以使机器配线标准化,简单化,同时也能减少PLC控制所需的I/O点数,降低生产成本,也相对提高整套设备的附加价值。 3.1 给纸设计 印刷机整体的电气设计对时间的要求严格,在机器的很多地方装有接近开关,用来检测不同的时间点。在印刷过程中,走纸的好坏是影响机器质量的一个重要环节。所谓纸走的好坏,指的是无歪张,双张等现象,如果有歪张,双张现象,在高速情况下,就会将走坏的纸,卷入机器内,从而破坏胶皮,给用户带来很大损失。给纸过程的流程,如图2所示: 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: S7-300在特殊造纸传动控制系统上的应用下一篇: 台达EH PLC和触摸屏在印刷机械控制中的应用 |