| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-4-8 0:13:43 来源: 作者: 点击: | |
|
意大利VENTOMATIC公司生产的GEO系列多嘴旋转包装机与其它包装机相比,其硬件上的特点之一是运动部分与静止部分信息交换采用MagicBox-光电耦合接口替代传统的机械馈电滑环,性能更加可靠。特点之二是用绝对编码器取代了接近开关检测各嘴的位置,使去皮、装料和掉袋动作控制更精确。软件特点是采用了袋重偏差自动修正算法。以下简要介绍该包装机计量系统的特点以及常见故障处理,以期对同类设备的设计与维修有一定的借鉴作用。 1 计量控制系统的结构与特点 1.1 控制系统结构与功能 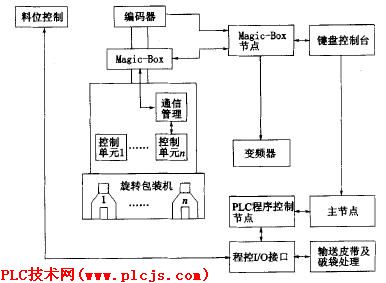 图1 包装机控制系统方框图 图1是该包装机控制系统方框图。包装机上每个卸料口有1套独立的称重控制单元(Ventodigit),通过连接的荷重传感器检测灌装重量,完成卸料闸门的启闭、排灰叶轮的开停以及落袋等全部控制过程。每个控制单元都挂接在通信总线上,但互不影响。机上控制单元的通信总线由称为Ventoring的单元进行管理,并实时传递到Magic-Box(光电耦合接口),实现包装机旋转部分与静止部分控制设备间的通信。 各卸料口的位置由安装在包装机立轴上的光电编码器进行检测。该信号在Magic-Box节点转换成通信信号通过Magic-Box发送到旋转部分各卸料口的控制单元,用于协调控制灌装过程中的自动去皮、开闭闸门以及卸袋动作的正确位置。Magic-Box节点还将来自称重控制单元的报警信息发送到主节点,并由主节点送到键盘控制台显示。同时它还将包装机产量设定信号转换成模拟电压信号,控制变频器来调整包装机转速。 连接在通信总线上的键盘控制台主要完成以下功能: 1)用于输入控制单元Ventodigit和外围辅助设备的组态参数。 2)启动停止包装机运转,调整包装机产量。 3)启动停止包装机的喂料。 4)手动测试某卸料口的功能。 5)调整设定光电编码器的基准位置。 PLC节点主要用于控制包装机以及外围上下游辅助设备的工作联锁。如包装机小料仓内的料位控制、卸包皮带及破损包装袋的处理等。 主节点是控制系统的协调中心,它处理连接到网络上所有设备的各种信息。 1.2 灌装工作过程及显示 称重控制单元的一个特点是不仅实时显示包装重量而且随各卸料口的工作进程显示相应代码。当卸料口一切备妥时显示代码“P”;插入包装袋并被控制单元检测到时显示变为“b”。当卸料口旋转到预置的自动去皮位置时,开始清除包装袋自身以及称量平台上积灰等额外重量,显示代码“C”,同时重量显示变为“0”。随后卸料闸门完全打开,排料叶轮起动,这一阶段为快速灌装,显示代码“U”。如果此时灌装速率低于9kg/3s,控制单元则认为包装袋未能正确与卸料口吻合或包装袋破裂,停止继续工作并自动卸载包装袋。当包装袋重量达到预定的参数值时(75%额定包装袋重量),卸料闸门部分打开,包装袋充填速度减缓,这时显示代码“L”。当灌装重量达到额定值时,卸料闸门完全关闭,排料叶轮停止运转,显示代码“F”。控制单元寄存本次称量结果,以备后续灌装控制误差修正之用。当卸料口到达输送皮带位置时,灌装好的包装袋被释放,显示代码“n”,完成一个灌装过程。 1.3 袋重偏差的自动修正 由于各种因素的影响,每一袋装袋灌装的物料量并不完全与设定的额定重量相同。因此为保证袋重精度,及时修正袋重偏差是十分必要的。 袋重偏差的自动修正并非简单地用上一袋实际重量与额定值的偏差来修正下一袋的灌装重量。而采用了误差限制和算术平均的计算方法来获取正确的修正值。 首先,当实际袋重与额定重量之间偏差过大,超出设定的误差范围时(一般误差限设为±1.5kg),该袋重值不被计入平均值计算过程中,而是给出报警提示代码。因为产生较大的误差往往是由于系统中某些部件损坏或工作异常造成的,如不进行检修是不能解决问题的。 开始灌装后因无以前寄存的袋重数据,第1袋实际重量与额定重量的偏差用于计算后续第2袋与第3袋的额定重量。新的额定重量为第1袋的额定重量减去第1袋的偏差量。当第2袋与第3袋灌装完成后计算实际平均重量与当前额定重量的偏差,然后再用当前额定重量减去这一偏差作为第4~7袋的额定重量设定值。根据第4~7袋实际重量的平均值与当前额定重量的偏差,用上述同样方法计算出第8~17袋的额定重量设定值。以后每10袋计算1次实际灌装重量平均值与当时额定重量的偏差,并以此值修正后10袋的额定重量。 |
|
| 上一篇: PLC系统工业现场应用时的干扰分析及对策 下一篇: 请教96回路温度控制PLC配置 |