LS PLC位置控制系统在客车生产线中的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2006-6-17 0:38:50 来源: 作者: 点击: | |
|
图1所看到的是上海某汽车生产车间的其中一个客车顶盖生产流水线,现在已经正式投入使用,可以生产各种不同长度,不同大小的客车顶盖。此条流水线原来为韩国大宇客车生产设备,大宇公司倒闭后,该公司引进这套设备;但是由于元器件老化等原因,设备进行了改造,要更换元件,并重新布线。我们介绍的就是改造其控制器的这一过程。  图1 该生产线原控制系统为其他公司的PLC产品以及伺服系统,是通过模拟量的输出来控制伺服电机(图2)。这种控制方式缺点很明显,利用模拟量控制伺服电机时,焊枪的定位只能通过时间来控制电机所走的长度,而这种控制方式是非常不准确的,往往会出现错误。  图2 改造后的流水线因根据不同长宽,不同大小的车盖的生产需要,焊枪自动调整距离和位置。那焊枪的定点如图3所示。 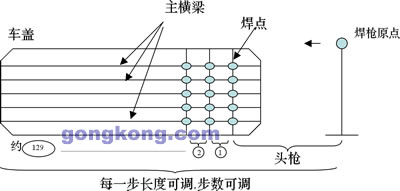 图3 所以在改进的控制方式中,我们选择了位置控制模块APM,参照图4  图4 我们选用了LS的K300S系列PLC产品和PMUX30系列的人机界面,通过位置控制模块(APM)脉冲驱动三菱伺服电机,带动焊枪横梁作往返运动,而且考虑到要对下位控制系统进行操作,因此选用了通讯模块构成FNET网络,再加逻辑控制的300多点的数字I/O,形成了整个控制系统。如图5。  图5 在以上的控制系统中,我们不再采用以往的模拟量控制伺服电机,而采用位置控制模块控制伺服电机,其位置和速度等参数在人机界面上做调整,甚至配方,在此系统下,不同长宽、不同大小的车盖要生产时,只需调整参数即可投入生产。 通过使用LS的PLC编程软件KGL-WIN和位控调试软件APM-PACKAGE,在参数设置,程序设计,调试测试上得到极大的便利。  |
|
| 上一篇: PLC用于悬链自动控制系统的升级改造下一篇: 一汽大众总装车间的实时监控系统 |