点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
1 引言
随着我国经济的发展,人们对电子设备的需求越来越大、对电子设备的质量要求也越来越高。在电子设备制造中,波峰焊机是一种很重要的焊接设备。因此其控制系统的设计优劣直接影响着焊接的质量。目前,用于波峰焊机控制系统的主要有PLC和工控机。因为可编程控制器(PLC)的可靠性高、抗干扰能力强、性能稳定、容易扩展、便于维护和升级。所以,选定西门子S7-200系列PLC作为主控制器来实现对波峰焊机的有效控制。下面就具体介绍该系统的设计方案和算法研究。
2 基本方案
控制系统结构复杂的波峰焊机主要包括控制器部分和电气部分。控制系统的核心部分包括控制器、变频器控制、输送链控制、温度控制等等。其系统结构图如图1所示。
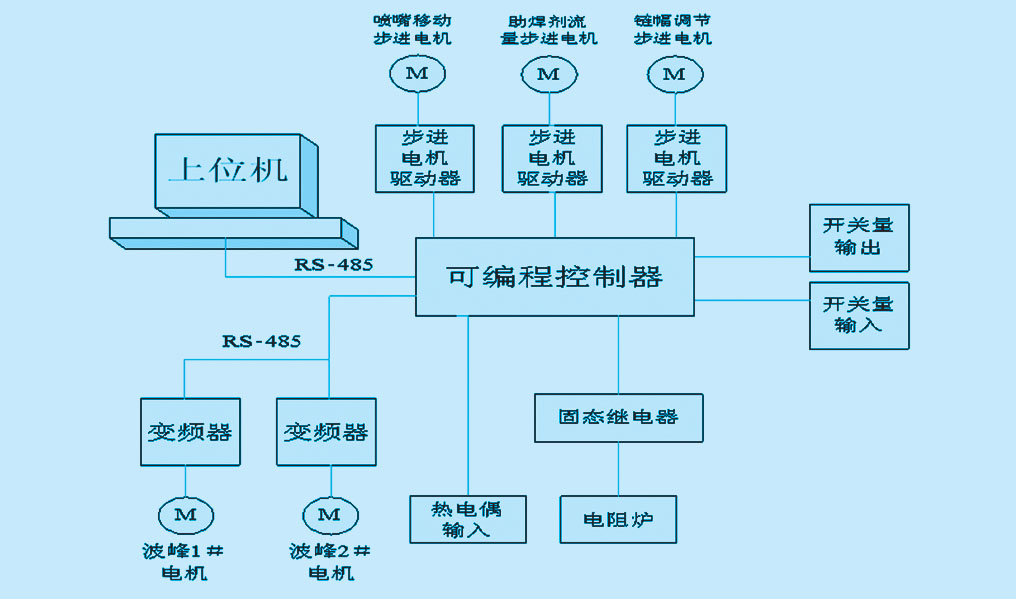
图1 波峰焊机控制系统基本结构图
2.1 上位机监控
利用工控机作为上位机。由它运行监控软件。它操作简单、思路清晰、界面友好。上位机软件主要包括以下几个模块:
(1) 数据采集、存储模块
上位机软机每隔1s向可编程控制器发送读温度命令,然后接受控制器返回的温度数据,经过错误校验以后进行存储并显示。
(2) 数据查询模块
上位机存储的历史数据可以按照不同的规则进行查询以供分析,系统的设置参数也可以进行查询。
(3) PID参数整定模块
虽然PID算法大部分是在下位机完成,但是上位机也可以根据需要调整参数kp、ki、kd的初始值。同时,为了更好的发挥上位机软件的强大作用也可以进行神经网络、专家控制、学习控制等智能算法的应用。
(4) 通讯模块
主要负责与下位机的数据交换及数据格式的转换。
2.2 温度控制
温度控制是波峰焊机控制系统的核心。系统利用K型热电偶采集温度信号。它通过控制固态继电器的输出来调节占空比,从而改变电阻丝两端的有效电压,达到控制温度的目的。在很多工业控制过程中一般都采用PID控制,特别是对于纯滞后、大惯性的温度控制。PID控制是按照实际温度和设定温度偏差的比例、积分、微分产生控制作用,实际运行效果和理论分析表明,这种控制规律可以得到比较满意的结果。
2.3 步进电机控制
在波峰焊机控制系统中有三种步进电机:链幅调节步进电机、流量控制步进电机和喷嘴移动步进电机。步进电机是将电脉冲信号变换成角位移的一种机电式数模转换器。它受脉冲信号控制,角位移与输入脉冲个数构成严格的正比例关系,每输入一个脉冲,步进电机就转动一定的角度。它具有定位精度高、惯性小、无积累误差、启动性能好等特点。因此,它广泛应用于要求精密定位的旋转或线性运动的控制系统。PLC输出的脉冲信号通过步进电机驱动器达到控制步进电机的目的。
2.4 网络通讯
上位机监控软件和S7-200可编程控制器之间以及PLC和变频器之间用RS-485连接。通信协议是基于S7-200自由口通讯的Modbus协议。Modbus协议是MODICON公司为其生产PLC设计的一种通讯协议。此协议定义了一个控制器能认识使用的消息结构。它描述了控制器请求访问其它设备的过程,回应来自其它设备的请求,以及怎样侦测错误并记录,制定了消息域结构和内容的公共格式。上位机和PLC的通信使用主-从结构,采用请求-响应方式,主站发出带有从站地址的请求报文,具有该地址的从站收到后发出响应报文进行应答。
Modbus协议有ASCII和RTU两种报文传输模式,在设置每个站的串口通信参数时,Modbus网络上所有的站都必须选择相同的传输模式和串口参数。本系统中我们采用RTU模式进行传输。如图2所示RTU通信帧的基本结构。

图2 RTU通信帧的基本结构
在下位机PLC中使用Modbus从站协议进行设计。在用户程序中调用Modbus从站指令。如图3所示,MBUS_INIT指令用来设置或改变Modbus通信参数。该指令应只在一个扫描周期内执行,一般用在首次扫描时工作一个扫描周期的SM0.1的常开触点来驱动它。程序中只能使用一条MBUS_SLAVE指令,每次扫描都应调用该指令,以响应接收到的通信请求。