| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-10-26 23:45:37 来源: 作者: 点击: | |
|
一、真空吸塑机工作原理 真空吸塑机是利用真空吸力,将加热塑化的PVC、PE、PP、PET、HIPS等热塑性塑料卷材吸制成各种形状的高级包装装璜盒、框等产品。其主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片及配以真空装置等构成;以气动装置为主动力源,其拉片、送片采用电动、减速器,时间继电器,中间继电器,行程开关等电器组成全自动控制系统。 吸塑机对控制系统的要求是保证操作方便、机械动作和温度控制精度高、生产时间短、在同等生产条件下尽可能节约机械的耗电量。 二、目前真空吸塑机的问题及德维森的方案对策 目前,机器采用可控硅和STEP CONTROL进行限位,分区采用固态继电器进行通断控制的方案,存在以下问题: 1) 对每种不同的材料进行吸塑时,需要调校多个可控硅,需要较长时间的温度调整时间。 2) 目前温度分区为3个,分区过大,不宜调节且增加机器设备的能源消耗。 3) 固态继电器开关由于控制较多电砖电流较大,容易造成线路氧化接触不良。 针对以上问题,提出设备改造意见: 1) 以PLC来代替可控硅来进行温度控制的方式。可以进行温度控制方案编程,保存每种材料的控制参数,提高温度控制精度。 2) 将原来的分区控制改为对每个电砖进行独立温度采样和独立输出控制,提高控制的柔性。 3) 对加热元件的控制采用PWM脉宽调制技术,减少PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的生产调试时间; 4) 采用触摸屏作为人机界面,提高机器的自动化程度、美观和效率。 5) 建议用户综合成本和效率的因素来考虑在固态继电器、可控硅和IGBT三种方式中选择一种作为对加热元件的开关控制,提高加热效率。 三、控制系统方案概况 根据上述思路,采用德维森开发的V80系列PLC、热电偶温度直接输入模块、PWM输出来进行温度控制的方案,同时,机器的各种动作和运动控制也由PLC进行,人机界面采用触摸屏,可以在屏幕上进行参数设定和修改,并随时查看各个电砖的温度情况和生产情况。 控制系统框图 系统的I/O 要求情况如下:TC(热电偶温度输入):78个,PWM输出:78个,DI:32路,DO:32路。 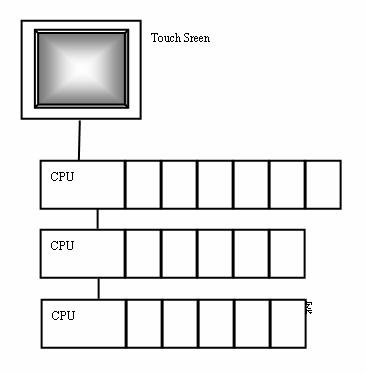 图1:真空吸塑机温度控制方案 PLC采用了最新系列的V80小型控制器,抗干扰和可靠性超过市面上任何的小型PLC。温度控制模块则采用5路THM温度控制模块,温控模块本体带PMW温控输出,因此集成度非常高,而控制性能也大大提高,而造价则大大降低。 系统对温度的控制,采用每个电砖一个热电偶传感器,传感器信号直接输入到V80的热电偶模块E5THM中,每个THM模块可以同时接收5路TC信号,并带有5路PWM输出;而且,THM10模块内部带有CPU,模块内部带有具备PID运算模块,可以根据预定的控制方案分别控制PWM的输出,起到调节炉温的作用。 四、系统优点 采用本系统可以有如下优点: • 以PLC来代替可控硅来进行温度控制的方式,省去人工调节STEP CONTROL旋钮的大量工作,PLC可以自动按设定的温度将加热板调节到预定温度。由于电热瓦数量较大(本机为78个),这样可以省去大量的设备试机和预热时间,提高设备的生产率。 • 采用触摸屏作为人机界面,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,方便操作,可以实现1人多机。系统可以对设备生产的设备故障和操作失误进行报警,提高设备的安全性。 • PLC有大量的内存可以保存不同材料的控制方案,这样,在使用本设备已经加工过的材料时,可以直接调出过去的控制方案,如果有更优的方案,可以更新保存的方案,进一步节约用户的时间。 • 将原来的分区控制改为对每个电砖进行独立温度采样和独立输出控制,可以对热板进行温度控制方案编程,可以按逐个电砖进行控制,提高温度控制精度和吸塑加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 变频器TD3300在超级压光机中的应用 下一篇: LS(LG)PLC在锻压热处理系统中的应用 |