点击【
大
中 小 】,可以选 择字 体的大小,以便 你阅读.
1 引言
连铸机已经广泛应用于钢铁冶金行业,剪机是连铸机上的关键设备,它是把连续浇注的钢坯剪成定尺。目前,连铸机的剪切设备有摆式飞剪、液压剪和火焰切割装置3类,它们的控制手段基本相同,传统的控制方式是采用继电器控制,其控制设备复杂,使用时故障率高,维护工作量大。本文以液压剪机为例设计了基于S7-400PLC控制系统,并能实现S7-400PLC与上位机的通信。
2 系统设计
2.1 系统组成
该系统由手动剪切控制、自动剪切控制、信号显示和电源等部分组成。当连铸机各设备工作都正常时,剪机工作在自动状态;若连铸机其它设备出现故障或剪机卡剪时,剪机切换到手动状态。如图1所示。
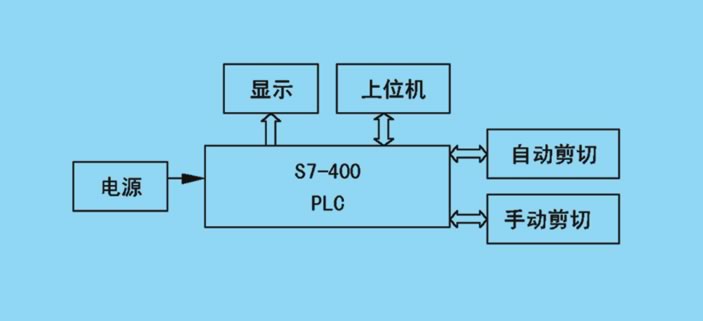
图1 液压剪切控制系统
2.2 系统的工作原理
根据剪机剪切钢坯的工艺要求,剪机有手动和自动2种工作状态,通过SA104转换开关实现;电源正常时才能剪切,通过QC1实现控制。剪机的输入和输出控制信号如附表所示。用PLC控制的原理图如图2所示。
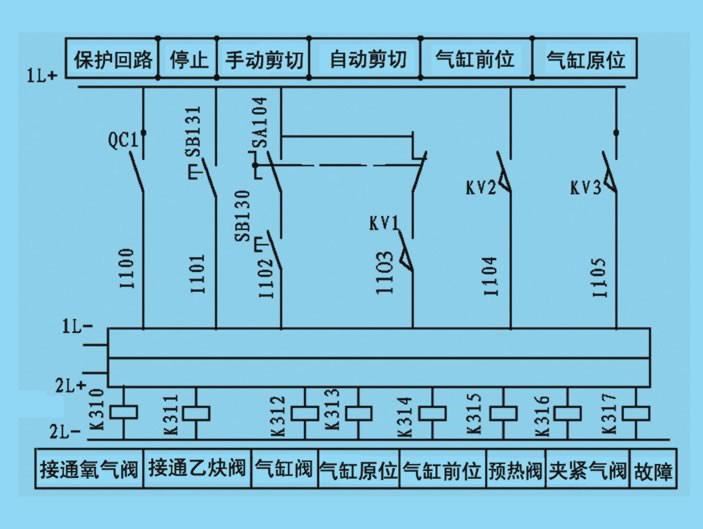
图2 PLC控制的原理图
(1)自动剪切
连铸系统正常工作,将SA104打到自动状态;钢坯到达定尺位置,由行程开关KV1发出自动剪切信号,并使液压气缸夹紧,实现自动剪切。
(2) 手动剪切
当剪机自动剪切出现故障时,按下SB1停止钢坯剪切,将SA104切换到手动状态,此时由PLC输出信号接通预热阀、氧气和乙炔电磁阀线圈,进行手动切割。
(3) 输出控制回路
剪机在两种工作状态时,其输出控制为:手动时打开预热阀、氧气和乙炔电磁阀,使电磁阀线圈得电。自动剪切时控制气缸电磁阀线圈和夹紧气缸电磁阀线圈。输出控制回路如图3所示。
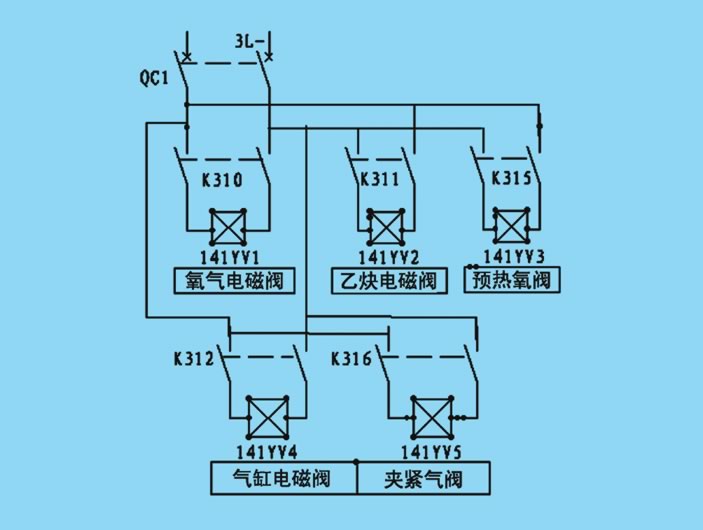
图3 输出控制回路
(4) 信号指示回路
在手动剪切时要能显示预热阀开/闭状态和手动切割状态,要有故障指示信号;在自动剪切时要能显示气缸的位置情况。由PLC产生输出显示信号。
(5) 电源设计
PLC主机、信号指示和输出电磁阀线圈均使用电源直流24V,来自连铸机的直流配电柜。
3 程序设计
液压剪机控制选用S7-400PLC,根据控制工艺要求,在STEP75.0平台上编与了梯形图,其流程图如图4所示。PLC与上位PC机的通信采用RS-232通信接口,串行通信程序用C语言编写。
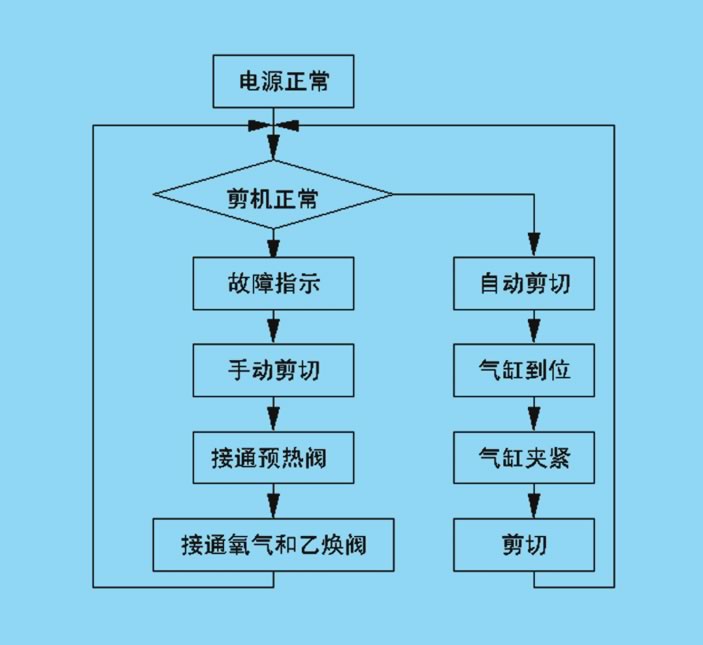
图4 液压剪机控制系统的流程图
4 结束语
连铸机是一种大型机械装备(其电气控制一般采用PLC控制),本文设计是针对它的一个设备液压剪机进行的,并选用S7-400PLC,将设计的系统使用在酒泉等钢厂中,应用效果表明,系统出现的故障率低,系统控制可靠性高;使用方便,维护简单,减小了维护人员的工作量。