点击【 大 中 小 】, 可 以 选 择 字 体的大小,以便 你 阅读.
1 引言
PLC以其结构紧凑、体积小、重量轻、抗干扰能力强、编程简单、可变等优点广泛应用于各种工业控制领域。龙门铣床是加工大型零件的重型机械加工设备,常用来铣削零件的平面,也可以进行镗削、钻削等其它形式的加工。X2010A龙门铣床同时可以进行2个平面的铣削加工,工作效率高,但原机床控制系统中采用了大量继电器、接触器等有触点元件,致使整个机床在运行中的可靠性差,维修频率高,不能充分发挥大型机床的作用,采用PLC对X2010A龙门铣床进行控制改造,旨在提高机床的稳定可靠性。
2 控制要求
X2010A龙门铣床的主要运动是3个主轴的旋转运动、工作台和3个主轴的进给运动、横梁的升降运动。PLC作为主控制器,用来协调各运动部件之间的动作。由于所有进给动作公用1台直流电机,靠液压电磁阀换向实现不同方向进给动作,所以进给动作(包括横梁升降)必须等液压系统工作正常、压力继电器动作后方可进行;进给与横梁的升、降必须互锁,即进给运动时,横梁必须夹紧;主轴与进给的互锁,启动时,主轴先启,然后才可以进行进给动作,停止时,先停进给,后停主轴,急停时,进给立即停止,主轴延时停止;每1个进给方向都设有超程保护开关;设有点动/连续工作方式;工作台和3个主轴箱具有正、反向进给和正、反向快速功能。
3 系统设计
由于液压泵的启、停,工作台和3个主轴箱进给的选择开关和执行电磁铁控制关系简单,通过外部按键、开关直接控制,故没有占用PLC的输入输出点。根据原机床的控制特点,综合机床各部分动作情况,选择OMRON公司的C40P型PLC,I/O分配如附表所示。
PLC梯形图设计主要依据机床的工作方式、逻辑交叉关系、控制要求,并注意各运动之间的互锁关系。程序控制框图如图1所示。主轴瞬时启动、延时停止的梯形图2所示。
4 结论
PLC作为主控制器协调控制整个机床的动作,进给运动由数字直流调速系统实现,通过参数调整,使其进给运动启、停平稳。操作面板设有电枢电压、电枢电流、励磁电流、电机速度指示,直观明了,便于操作。机床控
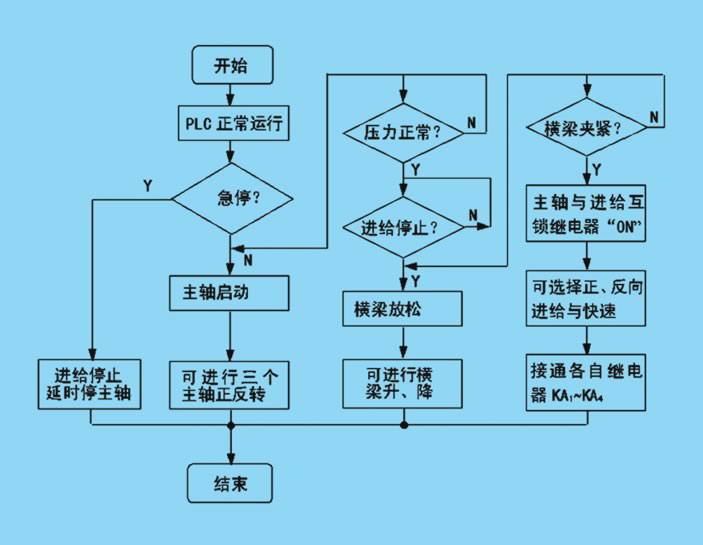
图1 程序控制框图
制系统结构大大简化,减少了许多干扰源,提高了系统的抗干扰能力。龙门铣床PLC控制系统在线运行安全可靠,性能稳定,为今后类似于龙门铣床工作方式的大型设备的改造提供了新的方法和思路,并一定会取得很好的社会和经济效益。
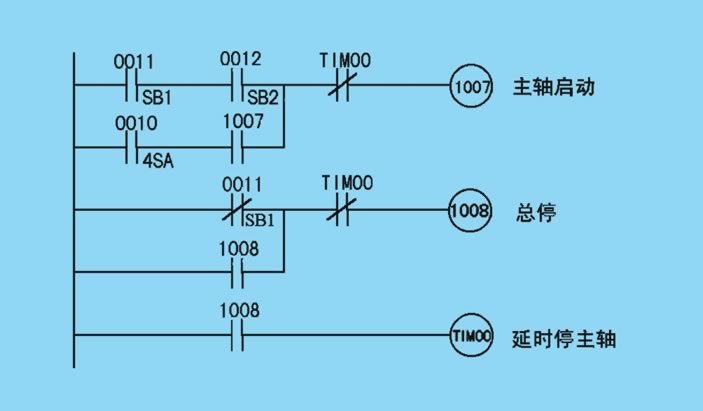
图2 主轴部分梯形图