90㎡烧结机电气操作台改造 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2006-11-1 0:31:04 来源: 中国自动化网 作者: 点击: | |
|
邯钢90㎡烧结机系统的调度启停设备起初是采用电气操作台控制方式的。调度台与电气操作台分置于内外间,启停时需进入里间才能操作,无法一边接电话一边启停设备,耗时耗力耗人;另外,由于系统使用时间已久、电气操作台线路老化,从而导致故障率加大、技术人员排查故障难度增加,这些不利因素增加了人、财、物等各项成本,也极大地影响了生产效率。 针对此种情况,公司决定改造电气操作台,将原来的开关、按钮操作方式改为上位机监控画面方式,使用鼠标和键盘来完成各项操作,既方便又简单。上位机放置于操作台旁,一个调度即可完成所有工作。 2、改造方案 由于以前的90㎡烧结系统采用的是MODICON公司的QUANTUM PLC 自动控制系统,因此我们决定采用iFIX2.6软件制作画面,将电气操作台上相应的按钮和开关做到画面上,只需点击鼠标即可完成工作。同时,考虑到原有的PLC系统采用的是DOS6.22操作系统下的Modsoft V2.62版本,界面复杂、操作繁琐、功能简单,早已不能满足现代化生产的需求,将其升级为Concept 2.5软件。 2.1、硬件配置 该改造所需硬件如下: CPU模板:140 CPU 434 12A 工控机:研华IPC-610 显示器:PHILIPS 21寸 彩色显示器 网卡:SA85 Modbus Plus 通讯适配器 iFIX并口支持硬件密钥 双绞线若干 2.1.1、CPU升级组态 为配合这次改造,优化系统,将原来的CPU模板140 CPU 214 03升级为140 CPU 434 12。以前的模板CPU采用80186处理器,20MHz,升级后的CPU采用80486处理器,逻辑解算时间也缩短为原来的1/3,大大提高了整个自动化系统的性能。 2.1.2、SA85 Modbus Plus 通讯适配器 网卡采用SA85 Modbus Plus 通讯适配器。SA85通讯适配器安装在上位机的单槽内,使用MODICON专用的9针D连接器,将计算机连入Modbus Plus网络,它基于PC机,与PLC交换数据,包括数据采集及监视、远程PLC编程、程序上装/下装。SA85通讯适配器支持许多现有的应用软件,包括90㎡烧结机PLC自动控制系统采用的MODICON Modsoft编程软件。 2.1.3、Modbus Plus高速通讯网络 上位机通过Modbus Plus网络与CPU连接。 Modbus Plus具有高速、对等通讯和结构简单的特点。这种局部网络允许主计算机、各种PLC 及其他数据源在全厂范围内通过低成本的双绞线对等通讯。Modbus Plus可以使用1百万波特率(1Mbps)通讯,从而实现快速的数据存取,实现网络控制、数据监测、程序上装/下装、远程编程、连接操作员接口及主计算机数据采集。 该自动控制系统的硬件配置如图一: 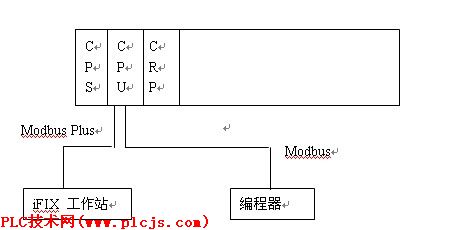 图一 硬件配置图 2.2、软件 2.2.1、画面软件 上位机采用Windows 2000操作系统,I/O驱动采用MMP驱动。 根据原有操作台上的按钮和开关,定义出iFIX2.6画面需要的地址,建立数据库。由于对iFIX2.6软件来说,按钮和开关属于输出点,而以前通过输入模板接受来自操作台的信号,送入CPU,再通过输出模板控制现场设备,故需将以前的输入点改为相应的输出点,并编制一段按钮开关程序,实现从操作台控制到画面控制的转换,再将旧程序中原有按钮和开关对应的输入点改为iFIX使用的相应输出点。编制程序时,根据生产现场要求,暂时保留原操作台。将这种情况考虑到程序编制中,一旦电脑出现故障,只要给操作台通电,就会恢复原有的电气操作台控制。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: LS(LG)PLC在电子元件检测系统中的应用下一篇: PLC和现场总线在工厂能源监测管理系统中的应用 |