点击【
大 中
小 】,可以选择字体的大小,以便你阅读.
1 引言
基于现场总线的PLC控制系统以其结构紧凑、功能简单、可靠性高和价格低廉等优点,获得了广泛应用。近年来,随着计算机信息网络技术的飞速发展,以PLC为核心的工业控制系统也向大规模、网络化发展。它已成为与DCS并驾齐驱的主流工业控制系统。
山铝水泥厂是山东铝业公司的下属分公司,有着50余年的历史。而今由于生产工艺相对落后,导致生产成本偏高。因此,公司于2003年建立了新型干法烧制水泥的生产线,原有的几条老线面临着改造。本文介绍的3#旋窑改造后应同时具备生产氧化铝熟料、水泥熟料的两条工艺流程。
2 系统要求
3#旋窑监控系统要将整条生产线的近70多处压力、温度、流量、料位等模拟量,再加上所有电机、变频器、执行机构、软启动器的开关量和模拟量等测控点在生产调度中全集中监控,并将监控结果传送到中央控制室的计算机中;同时要求中央控制室内安装工业大屏幕一块,负责读取显示3#旋窑的一些重要工艺参数。
要求所有电气设备实现中控/本地两地控制;要求各控制站间采取分布式I/O方式进行设计,减少系统的线缆敷设,减少系统故障的发生,易于检修和维护。
3 系统设计
3.1 方案论证
我们着重研究了目前工业控制比较流行的PLC控制系统、集散控制系统DCS、现场总线控制系统FCS三大控制系统。
由于属于老设备改造,一些原有的现场仪器仪表不具备现场总线接口,即使具备也难以达成统一的通讯协议标准,如全部更新,投资太多,所以论证初期就放弃了现场总线控制系统FCS。
PLC与DCS的基本结构是一样的。PLC发展到今天,已经全面移植到计算机系统控制上了,传统的编程器早就被淘汰,大型PLC与DCS的界线已经逐步淡化。经过比较二者的优缺点,从实现的可能性、性价比、维护的方便程度(本厂有PLC维护人员)等多方面考察,最后决定选择SIEMENS(西门子)的S7-300及S7-200系列产品组成PLC控制系统。
3.2 系统结构
3#旋窑监控系统包括:煤磨系统、篦冷机系统、回转窑系统、电收尘系统及电收尘降温系统(电收尘降温系统为工程后续添加部分)。
根据采取分布式I/O方式进行设计的思想,并充分考察了现场环境,最后决定现场站采用两台SIEMENS的S7-300 CPU314-2DP作为主站,分别命名为窑前控制站和窑尾控制站。窑前控制站和窑尾控制站,分别配置SIEMENS标准以太网模块CP343-1, 利用工业以太网,采用标准TCP/IP协议与控制管理层操作员站及工程师站进行通讯,通讯速率可达100M。同时,采用PROFIBUS DP通讯标准与现场I/O站ET200M进行通讯,波特率可达12M。系统还配置了两台SIEMENS的S7-200 CPU226作为从站。其中一台CPU226通过以太网模块CP243-1连接到网络中,负责从管理计算机读取现场重要工艺参数并传送到工业大屏幕,以方便操作人员直观读取重要工艺参数(刷新速率小于1秒);另一台CPU226为工程后续添加部分, 作为电收尘降温系统从站,通过通讯模块EM277,采用PROFIBUS DP通讯标准与窑尾控制站通讯。
系统网络结构如图1所示:
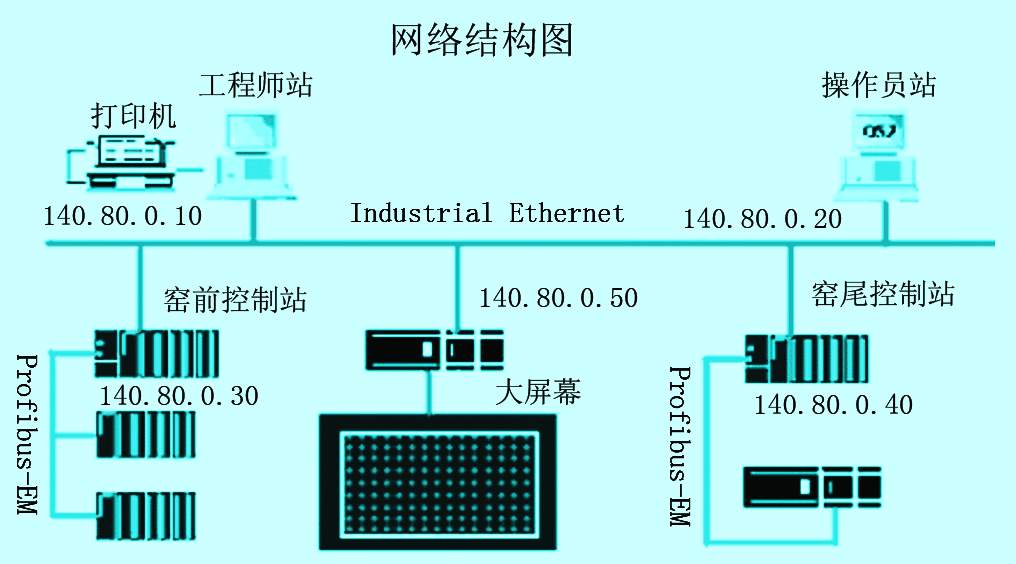
图1 系统网络结构
3.3 标准化编程
大型的自动化控制系统很难一个人完成,因此需要很多人的分工与合作。标准化编程就是要使软件工程师编写的程序整齐划一,通用性和可读性强,除了作者本人,阅读者也能轻而易举地理解作者的编程思想和工艺要求。这样不但可以使编程人员不再纠缠编程的枝节问题,缩短编制程序的时间,集中精力解决更加困难的工艺上的问题;而且有利于维护人员对程序的理解,为生产保驾护航提供了更加宝贵的经验。
(1) 根据设计图纸编制各系统的点号表。
(2) 根据点号表编制STEP7符号表(SYMBOL);再根据点号表找出各控制设备的输入/输出点号,据此定义下列STEP7使用的中间线圈点号:模拟手/自动转换选择开关;启动按钮、停止按钮(对单线圈的泵或电磁阀);开启按钮、关闭按钮、停止按钮(对双线圈的电动阀);手动输出值、给定值、比例系数、积分时间(对PID调节阀)。