| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-1-7 23:13:03 来源: 中国自动化网 作者: 点击: | |
|
1 引言 物料包装输送系统的工作环境通常比较恶劣,设备所处环境一般粉尘较大,空气相对湿度高,操作分散,所以对输送包装控制系统工作的安全性、可靠性、维护简便性要求较高。以前,电器控制系统中大多使用分立的继电器,接触器等电器元件作为控制元件,其控制系统复杂,操作难度大,并且安装接线工作量大、修改控制策略难,维护量大,严重影响了正常生产。因此,物料输送控制系统成了制约生产的瓶颈。而采用可靠性较高的PLC及其WINCC监控软件[1]组成的控制系统作为数据采集、控制回路、自动顺序操作和运算的主要设备。实现包装系统的皮带过程控制和输送工艺流程的实时监测、自动控制和系统运行诊断,满足了系统可靠性、稳定性和实时性的要求。 2 系统介绍 包装输送控制系统分为散库和包装库两组。散库主要存储不需要包装的散料,包装库进行成品包装。主要包括:1#~8#线、A线(9#、15#、16#)、B线(10#、19#、20#)、C线(11#、17#)、D线(12#、 18#)、E线(13#、21#)、F线(14#、22#)。各线工艺流程如图1所示。在该工艺流程中,除了要考虑各皮带内部按顺序启动停止以及皮带的打滑、跑偏等问题外,还必须考虑相关配套设备。系统主要包括数字量输入67路,模拟量输入16路,数字量输出52路;需要控制的过程有各皮带的启动、停车和安全运行,各料槽的选择和设备故障时的处理。 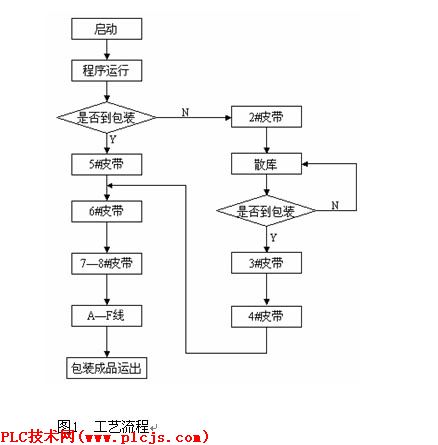 2 PLC控制系统的硬件设计 2.1硬件配置 根据设备及工艺要求,包装输送系统采用上位机和下位机组成,上位机使用两台PC机:一台作为操作站实现整个系统的监控和数据检测;另一台作为工程师站完成组态软件的设计与开发、PLC程序的开发以及将软件通过PROFIBUS[2]总线传送至PLC的CPU单元。下位机采用功能强大、可靠性高、维护方便且抗干扰能力强的可编程控制器西门子S7-300系列PLC完成对设备的控制功能,且下位机 分为两个机架分别放置于包装库和散库。散库机架与包装室机架的S7-300构成PROFIBUS-DP网络结构。系统硬件结构配置如图2所示,其具体组成如下。 (1) 中央控制单元 中央控制单元选用 CPU315-2DP[3]作为PLC的核心部件,进行逻辑和数字运算,协调整个控制系统各部分的工作。 (2) 电源单元 电源单元采用1:1隔离变压器进行对PLC的220V交流开关量输入卡件进行供电,采用SITOP电源对PLC的24V开关量输出卡件供电。自带的PS-307/5A直流电源对CPU和部分卡件进行供电。 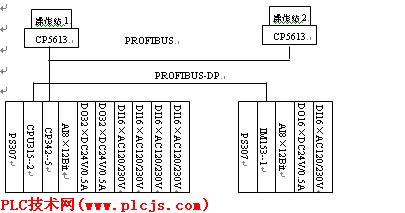 (3) 输入输出单元 系统采用两块8点的模拟量输入单元AI8×12Bit、两块32点输出单元DO32×DC24V/0.5A、一块 16点输出单元DO16×DC24V/0.5A、五块16点数字量输入单元DI16×AC120/230V (4)通迅模块 为了确保包装库操作站与散库操作站通信正常(距离约300米),在本系统选用了CP 342-5通迅模块。 通过PROFIBUS 进行配置和编程。 2.2 变量分配 控制对象的PLC变量分配情况表1所示。  |
|
| 上一篇: 机器视觉在PET饮料瓶缺陷检测中的应用 下一篇: 用于污水处理监控系统的无线通讯解决方案 |