OMROM监控系统在粉磨站系统中的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2007-1-9 23:00:31 来源: 中国自动化网 作者: 点击: | |
|
| |
| 一, 系统概述 整个系统我们可以将它简单的划分为上位机部分和下位机部分。下位机考虑到制将来实现制成分厂所有磨机的计算机监控的可行性,我们使用日本OMROM公司的CS1G-H CPU45机实现。上位机系统选用澳德计算机控制技术有限公司生产的DAQFACTORY(组态工厂)。 上位机在操作人员与PLC之间充当中介者的角色。它是一个翻译者,它将操作人员的指令通过格式转化后传送给PLC,由PLC控制现场设备实现操作人员的意图。反之,指令执行结果,也是先由PLC传送给上位机,再由上位机转化成操作人员能够明白的表达。所以上位机又叫做人机界面。本次人机界面的具体功能有: 1. 实时数据采集、显示、报警、记录 2. 设备状态显示、报警 3. 喂料的手动和自动调整 4. 实时曲线,历史曲线 它具有自已的冗余特性——当其中一台计算机失效,可由另一台实现相同功能的操作。如果不幸,所有的计算机失效(整个系统的崩溃),同样不会影响到正常的生产,若没有修改参数仍可由PLC来控制,最好由机旁手动控制。 该系统主要硬件由PLC(可编程控制器)、计算机、中间继电器、现场数据采集元件(热电阻,压力传感器等)组成。详细信息请参见系统的硬件组成一节。 该系统的软件部分由PLC梯形图、WINDOWS 2000 Professional操作系统、组态软件、人机界面组成。说细信息请参见系统的软件组成一节。 系统的硬件组成 在整个系统中最重要的两种硬件是 1、PC(可编程控制器) 我们采用的是业内最出名的产品之一日本OMRON公司生产的CS1G-H CPU45,在整个系统中我们采用1台。分别控制熟料部分、1组磨线、2组磨线、公共部分、发散一、发散二及其它子系统设备的监视。它们连接的示意图如下: 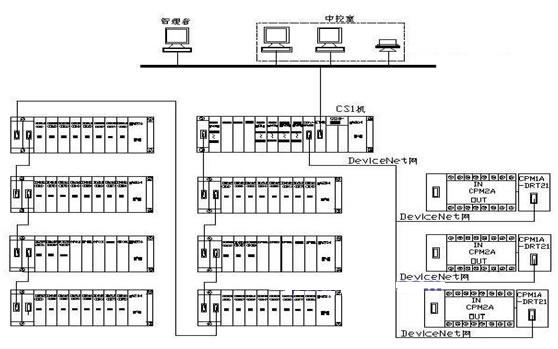 OMRON CS1G-H CPU45 PC它采用模块化设计。它有CPU模块,电源模块,数字量输入输出模块,模拟量输入输出模块等。CPU模块在成品时与底槽连接着,其它模块根据需要可分别插入底槽中成为一个实现某种特定控制的系统。 CPU模块的主要作用是周期、有序地完成如下的工作:1、取得所有输入模块的所有输入信号。2、执行工程技术人员根据控制要求事先编好的程序(梯形图)。3、将逻辑产生的输出作用到输出模块,以控制生产设备。作个不是很恰当的比喻:它相当于人类的大脑。 输入模块的作用是将生产过程产生的数字量信号,如设备启动(接触闭合)、某种物体通过(接近开关),输入到PC中。作为程序运行的条件,这些信号将影响到整个程序的控制逻辑。这相当于人类的眼睛,耳朵,遍布整个人体的神经系统。它有数字量(脉冲)和模拟量之分。模拟量主要用来输入像温度、压力等这些连续可变的信号。 输出模块相当于人类的手和脚等器官,它输出的信号(CPU发出的),将控制实际的生产过程。它也有数字量和模拟量之分。模拟量可输出像变频器的输出频率,阀门开度一类需要连续可调的信号。 电源单元向CPU向机架和扩展I/O机架提供电。电源单元有AC和DC两种输入。 在该系统中我们用到有如下模块:CPU、电源、数字量输入输出、模拟量输入输出、 以太网单元。所有设备的数字量信号经过中间继电器传输。模拟量输入输出为标准信号4—20mA。PC除了和现场各种设备交换信号和数据外,还与计算机通讯。下面我们讲系统中第2比较重要的硬件。 2、工业控制计算机 在本系统中,我们使用两台上海华北工控生产的工业控制计算机。其主要用来运行监视设备状态和生产参数,控制生产过程的人机界面。它所有的数据来源于作为下位机的PC,并将控制命令和一些必要参数发送到PC中,由PC完成具体的操作。在正常使用中,两台计算机都与同一套PC交换数据。如果一台计算机出现故障,另一台还可以正常工作。这样大大提高了系统的可靠性。 系统的软件组成 在本系统中有如下软件: • 在PC(可编程控制器)中运行的梯形图2.0(产家:福州汇凌自动化) • 在计算机中运行的 WINDOWS 2000 PROFESSIONAL操作系统(产家:微软) • 在计算机中运行的组态软件5.15 (产家:福州澳德) • 在计算机中运行的人机界面2.0(产家:福州汇凌自动化) 由福州汇凌自动化编制的,在PC中运行的梯形图,是整个系统中最核心的部分。它的逻辑和功能便是整个系统控制流程。它使用日本OMRON公司的CX1-Programmer编程工具实现。其保存在PC中,当PC有电时它在PC中有周期地连续运行。当PC断电时,程序仍然保存在PC中,直到PC的电池能量耗尽(3-5年)。其具体逻辑请参见《PC梯形图》文档。 WINDOWS 2000 PROFESSIONAL 是由美国微软公司开发的计算机网络客户机可视操作系统。其具有大家所熟悉的Windows 2000操作界面、处理事务的并发性和稳定性、支持多CPU,是2000网络环境中首先的客户机操作系统。在本系统中,我们把它作为运行组态软件(DAQFACTORY)的操作平台,即组态工厂必须有这个操作系统的支持才能运行,当然组态工厂也可以在WINDOWS 9X系列操作系统中运行,只是我们选择了具有更高可靠性的WINDOWS 2000 PROFESSIONAL。 组态工厂5.15为国际著名的自动化软件公司——AZEOTECH软件有限公司的又一杰作。由于它包括有大量的智能仪表、可编程控制器、变频器程序,方便、丰富的图形工具,一些工厂自动化领域中实用的曲线、报警模块和控件。使得工厂自动化中人机界面的组态已经变得简单和快捷。所以我们这次的人机界面的开发使用的便是组态工厂。它有运行版和开发版,由其配备的不同加密锁来区分。在人机界面的开发过程式中使用的是开发版。在人机界面的正式投入使用中,请使用运行版。 人机界面2.0是由福州汇凌自动化,根据福建水泥股份有限公司建福水泥厂制成分厂的具体工艺、设备要求定身量作的监控界面。D组磨监控系统与人的交互将全部由其完成,所以我们称之为人机界面。 总之,这几个软件的关系如下:人机界面与人和PC程序的交互,其功能的实现依靠组态工厂5.15运行版的支持。组态工厂运行版的运行依靠 WINDOWS 2000 PROFESSIONAL 操作系统的支持。 WINDOWS 2000 PROFESSIONAL依靠计算机硬件的支持。PC程序依靠PC的支持。最终我们将所有的这些硬件和软件组成一个完整的D组磨监控系统。 二, 上位机使用说明 主画面 下图为上位机的主画面,在主画面上将显示整个系统各设备的运行状态(熟料、1#磨、2#磨、公共部分、发散一、发散二) 。系统、各设备的运行状态各有三种,各种状态分别以灯的颜色来区分:正常(绿色)、停止(红色)、机旁开机(绿色加闪烁)。 喂料画面 在这个画面可以监视到喂料部分的设备状态,用绿色指示灯表示该设备的正常运行、红色指示灯表示该设备处于停止状态、绿色闪烁表示该设备处于机旁开机状态。故障名称可从实时报警窗口或历史报警窗口中查到。实时显示喂料部分蛤所有采集的摸拟量参数,如带式输送机电流、离心风机频率、各喂料称的给定量百分比及总设定量等。 可进行的操作: 石膏流量的设定 煤矸石流量的设定 石灰石流量的设定 熟料一、二、三流量设定 离心风机的频率设定 提升机经验值的设定 各喂料称及收尘机的启动和停止 画面下面是喂料的配比部分。该部分主要对两组磨的喂料数据进行列表,以求清楚地掌握每组磨机的喂料情况以及通过总的数据统计和显示,掌握两组磨合起来的喂料情况。该画面可上下分成两部分。上部分为1#磨总的数据显示,下部分为2#磨的数据显示。下面解释一下数据显示的数据项名称。 百分比:为中控按照生产部门要求而输入的配料比,其给料比的总和不能超过100% 给定值:系统根据百分比计算得到的。计算公式为:设定总产量×百分比% 实际量:现场反馈回来的实际流量。比如,一组磨有本厂熟料实际量、石膏实际量、煤矸石实际量。 1#磨画面 在这个画面可以监视到1#磨机及周边设备的运行状态,用绿色指示灯表示该设备的正常运行、红色指示灯表示该设备处于停止状态、绿色闪烁表示该设备处于机旁开机状态。故障名称可从实时报警窗口或历史报警窗口中查到。实时显示1#磨机运转时其自身和周边设备的所有采集的摸拟量参数,如辊压机、打散电机、磨主电机、提 升机和收尘器等设备。 可进行的操作: 离心风机的频率设定 提升机经验值的设定 各设备的启动和停止。如: 当 被选中时将启用自动喂料跟踪系统。即当称重仓的料位大于12吨时自动将喂料部分的喂料总量设为0,此时虽然喂料部分的称体仍然在运行,但它们的给定值都是0;当称重仓的料位大于11吨时自动将喂料部分的喂料下调为原来设定值的90%;而当称重仓的料位小于3吨时自动关闭气动阀;当称重仓的料位小于3吨时自动将喂料部分的喂料总量设为原来设定值的120%;当称重仓的料位大于8.4吨且辊压机处于启动状态时自动打开气动阀。 磨机的启动: 在解锁的情况下,要启动磨机须先启动磨机的三台稀油站(磨头稀油站、减速机稀油站和磨尾稀油站),在启动三个稀油泵后,再点击主电机的启动按钮。或者当三个稀油站都已备妥时,可直接点击主电机的启动按钮,系统会连锁启动三个称油站。此时磨机确启的对话框会自动跳出。 你可以点击“确定”按钮来完成启动的过程,或者点击“取消”按钮暂时关闭这个对话框。由自己进入磨机周边设备画面按“磨机确启”的红色按钮来完成启动。 在连锁的情况下,当所有的设备都已经备妥的情况下,你可以采用这种方式来启动磨机。先进入连锁设定的画面,将磨机部分进行连锁操作(注意:要连锁磨机部分须先连锁公共部分)。在磨机部分处于连锁的状态下,点击“总启”按钮,这时系统开始了按PLC内部事先安排好的顺序连锁启动生产线,当连锁启动到磨机的周边设备后,磨机的确启对话框会动跳出。这时你可以选择启动磨机或者跳过,如果你选择了“跳过”那么将要手动进入磨机周边设备画面按“磨机确启”的红色按钮来完成启动。 三, 下位机使用说明 设备控制顺序 本系统除了现场手动控制方式外,中控控制部分另具有联锁和解锁两种控制方式。上位机的其它联锁形式是为了控制需要,把某一部分或某几部分(共六部分:熟料部分、1组生产磨线、2组磨生产线、公共部分、发散一、发散二)电机进行联锁,实现部分电机的顺序启、停操作,但此时应注意各部分间的联系(熟料部分、发散一、发散二都属于单独的系统,与其它系统之间不存在联系,它们的联锁、解锁只关联自已;1组生产磨线、2组生产磨线与公共部分之间属于相互关联的部分,若公共部分未联锁,则联锁A组磨或B组磨无效)。解锁控制一般是在系统处于非生产状态下或电机发生故障时,为了检修或其它目的对电机进行单独的启、停控制,此时每台电机(除磨机主电机、辊压机外)与其周围的设备不再有任何关系。  | |
| [关闭 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 用于污水处理监控系统的无线通讯解决方案下一篇: 采用HOLLiAS-LECG3PLC实现多台控制器远程拨号通讯 | |