点击【
大
中 小 】,可以选 择字 体的大小,以便 你阅读.
1 引言
随着国际健康组织(WHO)越来越多地对卷烟制品采取各种质量限定政策,卷烟生产设备的技术性能不断提高。滤棒成型机组作为卷烟生产中不可或缺的重要机组,其性能直接影响到了卷烟制品的最终质量。
烟腔加热系统是保证胶水粘贴质量的因素[1]。该工艺的工作状态直接影响到了滤棒的质量。然而在多数的滤棒成型机组中,控制算法上采用的是“乒-乓”控制算法[2],并且温控脱离于核心控制系统。
2 滤棒成型机组的现有控制方式与控制算法
ZL22D型滤棒成型机组的主控系统式由Siemens公司的PLC和Lenze公司的伺服系统组成。烟腔加热系统是游离于核心控制系统之外。整个加热系统是通过安装面板上的加热按钮来实现该系统的关断与否,并不依据中央控制器的指令。它的设定温度是由该部件本身的感应片的受热膨胀系数所决定,不能够轻易调节。滤棒成型机组烟腔加热系统电路如图1所示。
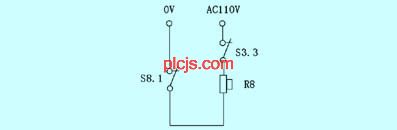
图1 滤棒成型机组烟腔加热系统电路示意图
图1中,R8为300W的加热单元,当机组运行时操作员按下面板上的按钮S3.3,烟腔加热系统处于允许加热状态。R8是否进行加热,实际上取决于S8.1的状态。S8.1是一组带接触点的热感应片,就安装在烟腔上。当感应片的温度低于某一温度时,接触片是闭合的,加热回路被接通,整个系统开始加热;而当烟腔温度上升到一定温度后,感应片受热膨胀,使得接触片分开,于是加热回路被断开,加热停止。由于感应片的受热膨胀与冷却收缩,就使得烟腔加热系统的温度可以保持在某一温度范围内。
但是,这样的设计实际上使得烟腔加热系统与核心控制系统并不同步,而且部件的机械损坏可能会造成加热系统工作异常等问题或隐患。特别是考虑到人为因素的情况下,存在的问题或隐患就可能引起部件损坏甚至人身危险。
简单的“乒-乓”控制算法主要表现在整个系统的超调量[3]很大,达到稳定状态的时间较短,稳定后的温度波动呈振荡状。这些情况虽不全部是负面的,但是其综合效应对于保证烟腔温度稳定是不利的,对于滤棒的产品质量也是有一定的不利。
就该系统而言:例如,在室温26℃的条件下、烟腔加热的设定温度为90℃时,整个温度加热系统的超调量达到了25~30℃,超调比率为27.8~33.3%,稳定时间[5]约为200~260秒,稳态时的温度波动约为±10~15℃,系统响应时间[6]约为60~80秒。具体见表1。
表1 原烟腔加热系统的参考数据

其系统响应曲线示意如图2所示。从上述数据和曲线图说明该加热系统的控制算法不够理想,稳态温度波动大。温度波动大就容易影响滤棒纸带的粘合质量,加大“脱胶”的概率。
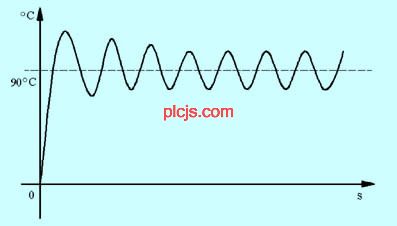
图2 原系统响应曲线示意图
3 新的控制方式和控制算法的筛选
加热系统,控制算法有很多种。而在本设计中,主要考察3种比较常用的控制算法方式,挑选出相对合适的一种。
3.1 回环控制
回环控制又名滞环控制或者回路控制,其控制理论曲线如图3所示。
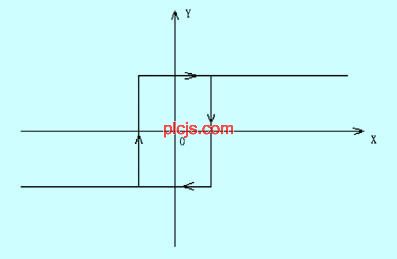
图3 回环控制理论曲线
这是一种简单的控制算法,但控制能力不好,特别是该控制算法很容易发生输出结果的振荡状态。这种回环控制算法可以看作是对“1/0”控制算法的一种优化,是一种非常容易实现的控制方案,同时也是比较常用的一种方案选择。
3.2 PID控制
PID控制算法即比例积分微分控制。这是应用最广泛和适用性最好的控制算法,具有快速性好、稳定性强、准确性高的特点。