点击【 大 中 小 】, 可 以 选 择 字 体的大小,以便 你 阅读.
引言
天平校准的主要目的是获得被校天平所受载荷与各分量模拟信号输出的函数关系。所谓天平校准是指模拟天平的实际工作状态,对在平进行标定,检查天平的质量,鉴定天平的性能。加载系统是天平校准设备中不可缺少的重要组成部分。能否对被校准天平精确地施加校准载荷对被校天平进行精确校准的前提。
据了解,国内外的风洞天校准设备,施加校准载荷的方式不尽相同,其中主要包括:
净重加载、液压加载、气动加载和机械加载等。
BACS-1500风洞天平校准系统的研制选取了净重自动加载方案,该加载系统包括加载头,砝码串及其拖动装置和滑轮及其传力钢带等几个部分。
1.工艺和实际自动化要求
为了获得较高的加载精度,并通过定值递增和递减的阶梯加载检验被校天平的线性和重复性等性能,选用砝码净重加载方案,通过砝码串及其拖动装置和增量式编码器以及西门子PLC224CPU实现高精度自动加载。
本加载系统采用自动加砝码的净重加载方案,通过15个独立的砝码串及其拖动装置对被校天平施加校准载荷。加载时,控制系统启动加载电机正转,通过蜗杆/蜗轮,螺母/丝杆传动机构使砝码托盘向下运动,使位于托盘上的一串砝码自上而下逐个悬
挂在加载杆上,实现加载的目的。当控制电机反转时,托盘将悬挂在砝码杆上的砝码自下而上的逐个托起,使其与加载杆脱开,实现卸载的目的。
2.加卸载控制系统
2.1 加卸载控制系统概述
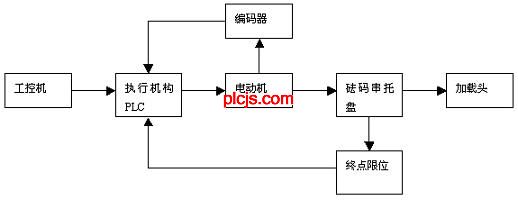
自动加卸载是通过三相交流电动机(AO5624)经蜗轮/蜗杆、减速器使丝杆转动托盘上(卸载)下(加载)移动来实现的。通过选择合适的传动比和电机转速,获得合适的加载速度。并接在加载电机轴杆上的增量式编码器通过高速计数器以脉冲方式传给PLC224CPU,经比较运算后提供给控制系统作为自动加载的控制信号,实现自动加载的目的。
2.2 系统硬件配置
加卸载控制电路主要包括:空气开关、PLC及扩展模块、继电器,电机三相灭弧器、保险端子等…… 本系统应用PLC高速计数器功能,选择模式9(A/B相正交计数器)并初始定义计数器(HSC0,HSC1,HSC2,HSC4),由于一台PLC最多只能控制4台电机,15台电机可由4台PLC224控制。以一台PLC为例,每个PLC224CPU扩展了两个模块EM221,具体输入点如下:

2.3 程序编制
2.3.1 上位机程序编写
由于开发环境为具有可视化功能的VB,上位机可以通过PLC控件PLC_COM方便的对PLC寄存器进行读写。很方便的做到数据的给定和反馈值的显示。具体系统方框图如下:
串行通讯口的设置
语法: object.Setting Port_Seting As String, Port_No As Integer, PLC0_ID As String, PLC1_ID As String, PLC2_ID As String, PLC3_ID As String, Step_Time As Integer, Wait_Time As Integer
Port_Seting --串行通讯口的设置。 若9600 波特,无奇偶校验,8 位数据,一个停止位则Port_Seting="9600,n,8,1"
Port_No--串口号 MSComm1.PortOpen = True
PLC0_ID
PLC1_ID
PLC2_ID 可编程控制器编号:"11" "12" "13" "14"
PLC3_ID
Step_Time --从可编程控制器读数据时,可编程控制器间的间隔。应不小于70ms
Wait_Time--超时等待时间(ms)。
● 往可编程控制器写数据:
object. .No0_Write=string 往0#可编程控制器写数据string
object. .No1_Write=string 往1#可编程控制器写数据string
object. .No2_Write=string 往2#可编程控制器写数据string
object. .No3_Write=string 往3#可编程控制器写数据string
string中必须存有偶数个字符
● 从可编程控制器读数据:
通过object. .No0_Write="1" 往0#可编程控